


Defosforisatie van staal
Defosforisatie van staal
De effecten van fosfor (P) op de eigenschappen van staal zijn samengevat in Tab 1. Het is te zien dat P zowel positieve als negatieve effecten heeft op de eigenschappen van het staal.
| Tab 1 Effecten van fosfor op eigenschappen van staal | ||
| Sl.Nr. | Eigendom | Effect van fosfor |
| 1 | Kracht | Sterk positief (versterkt ferriet) |
| 2 | Bakhardbaarheid | Positief |
| 3 | Kneedbaarheid | Sterk negatief |
| 4 | Galvanneal | Kan de weerstand tegen verpoederen verbeteren |
| 5 | Fosfaterbaarheid | Positief |
| 6 | Emailleren | |
| a. Visschubben | Negatief | |
| b. Beitsen | Positief | |
| 7 | Lasbaarheid | Niet schadelijk voor inhoud van minder dan 0,1% |
| 8 | Kernverlies bij motorlaminering | Sterk negatief |
| 9 | Breeksterkte | Sterk negatief |
Staalsoorten met een laag P-gehalte zijn nodig voor toepassingen waar een hoge ductiliteit nodig is, zoals dunne platen, diepgetrokken staal en pijpleidingen enz. Vroeger werd P-regeling niet als een grote uitdaging beschouwd in de staalproductie, aangezien ijzererts met een lage P-inhoud was gemakkelijk en goedkoop verkrijgbaar. In het recente verleden werden echter vanwege de hoge ijzerertsprijzen goedkopere ijzerertsen gebruikt uit bronnen die normaal gesproken een hoger P-gehalte hebben, waardoor P-controle een belangrijke activiteit is geworden tijdens de staalproductie.
Naast P uit de ijzerertsen komt P ook in het vloeibare staal terecht door de recyclage van de BOF-slak (basiszuurstofoven). De recyclage van de BOF-slakken gebeurt via de sinterfabriek of rechtstreeks in de hoogoven om het ijzer- en kalkgehalte van de slak terug te winnen en de problemen met betrekking tot de verwijdering van slakken te minimaliseren. De sinter of de BOF-slak die naar de hoogoven wordt gevoerd, verhoogt onvermijdelijk het P-gehalte van het ruwijzer en daarmee de P-belastingen op het staalproductieproces.
In geïntegreerde staalfabrieken vindt de verwijdering van P normaal gesproken plaats tijdens het primaire staalproductieproces, meestal het BOF-proces. Om aan de nieuwe eisen voor P-regeling te voldoen, is het noodzakelijk om het begrip van de thermodynamica en kinetiek van de P-verdelingsreactie tussen slak en metaalsmelten tijdens het staalproductieproces te verbeteren.
Defosforisatie van staal is een zeer belangrijke metallurgische techniek geworden in het staalproductieproces om staal van hoge kwaliteit te produceren. Aangezien het P-gehalte wordt geregeld door de reacties in BOF, is de dubbele slaktechniek over het algemeen toegepast om staal met een laag P-gehalte te verkrijgen. Deze techniek gaat echter gepaard met een toename van de bedrijfstijd en een afname van de opbrengst van het staal. Naast de productiviteitsproblemen bij deze techniek ontstaat er ook enorm veel BOF-slak tijdens de werking van de BOF.
Fosfor kan ook worden verwijderd tijdens het staalraffinageproces. In de BOF kan namelijk meer dan 90% van de input P in de smelt worden verwijderd. De raffinagecapaciteit van de slak hangt af van vele variabelen, zoals slakken en metaalsamenstellingen, temperatuur, tijd en intensiteit van het roeren van slak/metaal.
Het gehalte aan P in vloeibaar staal tijdens tappen, deoxidatie, blazen met inert gas en gieten kan geleidelijk toenemen door de introductie met deoxidatiemiddelen en reductie uit een slak. Met deze mogelijkheid moet rekening worden gehouden om de defosforisatie-omstandigheden in het vloeibare staal te handhaven. Als gevolg van reacties tussen het staal, de slak en de deoxidatiemiddelen verschuift het P-evenwicht naar een toename van het P-gehalte in het staal, ondanks een significante afname van de temperatuur. In dit geval hangt de defosforisatie in hoofdzaak af van de verhouding van het staal tot het slakgewicht. De rol van deze factoren kan worden afgeleid uit de volgende P-balansvergelijking.
(P-gehalte in gietlepelslak) + (P-gehalte in gietlepelstaal) =(P-gehalte in getapt metaal) + (P-gehalte in slak gevangen door staal in gietlepel) + (P uit desoxidatiemiddelen).
Fosforreactie en het thermodynamisch evenwicht
De eerste uitgebreide onderzoeken naar defosforisatie werden uitgevoerd in de jaren veertig. Deze studies hebben vastgesteld dat FeO en CaO noodzakelijke slakkenbestanddelen zijn voor de defosforisatie van staal. Deze studies toonden ook aan dat de defosforisatiereactie exotherm is en dat de slakcapaciteit voor defosforisatie afneemt met de temperatuur. De studies hebben ook waargenomen dat defosforisatie wordt versterkt door een verlaging van de temperatuur en een toename van het FeO-gehalte en de basiciteit van de slak.
Er zijn veel correlaties ontwikkeld om de P-partitieverhouding te voorspellen als een functie van metaal- en slaksamenstelling en temperatuur. Er zijn echter nog steeds meningsverschillen in de laboratoriumgegevens en de evenwichts-P-partitie die kan worden voorspeld.
Hoewel de kwantificering van het P-evenwicht uiterst belangrijk is, werken veel van de staalovens niet in evenwicht, meestal als gevolg van de vorming van vloeibare slakken, kinetiek en tijdsdruk. Het is dus belangrijk om te weten hoe dicht bij het evenwicht de staalproductieovens werken om optimale slaksamenstellingen voor te stellen om defosforisatie te bevorderen.
Tijdens vroege studies werd opgemerkt dat de roeromstandigheden en de slaksamenstelling twee sleutelvariabelen zijn om een optimale P-verwijdering mogelijk te maken. Ook lijkt oververzadiging van de slak met CaO en MgO het proces in geen enkel opzicht ten goede te komen.
Tijdens deze studies werd gevonden dat dynamische grensvlakfenomenen op het grensvlak metaal-slak waarschijnlijk een belangrijke rol spelen in het kinetische gedrag van het systeem, vanwege de uitwisseling van oppervlakte-actieve elementen, zoals zuurstof (O2), waardoor de de grensvlakspanning en spontane emulgering veroorzaken. Er werd ook gevonden dat P geen rol speelt bij spontane emulgering en dat het snel wordt verwijderd voordat dynamische grensvlakfenomenen optreden. Emulgering wordt mogelijk veroorzaakt door deoxidatie van het metaal nadat P-verwijdering heeft plaatsgevonden en het metaal door een onbekende reden oververzadigd is geraakt met O2. Het geschatte oppervlak neemt snel toe met meer dan een orde van grootte tijdens het begin en tussenliggende perioden van de reactie. De metaaldruppel breekt in honderden kleine druppeltjes, waardoor het metaal effectief in de slak wordt geëmulgeerd. Na verloop van tijd neemt het oppervlak af en smelten de metaaldruppels samen. Vergelijkbare resultaten werden waargenomen voor een ijzer (Fe) druppel die werd geoxideerd.
In de jaren vijftig werd voorgesteld dat het bevredigend is om de reactie in zijn eenvoudigste vorm te beschouwen, zoals hieronder weergegeven.
2P + 5O =P2O5 (vloeistof)
De vrije energie geassocieerd met de reactie werd geëvalueerd met behulp van een schatting van de entropie van fusie van P2O5, zodat
Delta G =– 740375+535,365T J/mol
Bij T meer dan 1382 graden K, Delta G? wordt positief, wat resulteert in ontleding van P2O5 tot P en O. Verwijdering van P vereist dus dat P2O5 moet worden verminderd. De activiteitscoëfficiënt van P2O5 wordt verhoogd door silica (SiO2) en verlaagd door basische oxiden zoals CaO en MgO.
In de jaren '80 is verder onderzoek gedaan naar P-verdeling in verschillende slakkensystemen. Deze studies hebben aangetoond dat de P-verdelingsverhouding toeneemt met toenemend CaO-gehalte in de slak en met afnemende temperatuur. Men ziet ook dat het effect van CaF2 op defosforisatie hetzelfde is als CaO zonder het smeltpunt van de slak te verhogen. De effecten van bariumoxide (BaO) en natriumoxide (Na2O) op P-partitionering werden ook bestudeerd. Deze studies concludeerden dat de CaO-equivalenten van Na2O en BaO respectievelijk 1,2 en 0,9 zijn op basis van gewichtsprocenten.
De P-verdeling in de verschillende slakkensystemen is vele malen bestudeerd en er zijn verschillende co-relaties ontwikkeld. De verschillende conclusies van deze onderzoeken worden hieronder samengevat.
- De CaO-, MgO-, SiO2-, P2O5-, FeO- en MnO-gehalten van de slak hebben invloed op de P-verdeling.
- De vloeibare slak is volledig geïoniseerd en P in de slak bestaat als een fosfaation.
- De log van de P-partitie wordt verhoogd met 2,5 log% FeO zoals voorspeld door de thermodynamica en dat toenemende basiciteit van de slak ook de partitiecoëfficiënt verhoogt.
- Het verhogen van de slakbasiciteit (CaO/SiO2) tot 2,0 heeft een sterk verhogend effect op de P-partitie. De stijging is echter veel minder uitgesproken met basiswaarden boven 2,5.
- De P-partitieverhouding neemt aanvankelijk toe met toenemend FeO-gehalte, maar neemt vervolgens af nadat een bepaald niveau is bereikt. Dit niveau is een functie van de basiciteit en temperatuur van de slak. Deze conclusies gelden ook voor FeO-gehalten in de slak tussen 15 % en 25 %. Meer specifiek is de P-partitie onafhankelijk van FeO-gehalten boven 19%. Bovendien lijkt de P-partitie lager te zijn bij een toename van het MgO-gehalte bij temperaturen van 1600 ° C en 1650 ° C.
- Voor slakken die 0,2% tot 1,0% P2O5 bevatten, is de logaritme van de activiteitscoëfficiënt van P2O5 een lineaire functie van het CaO- en MgO-gehalte en is er geen temperatuurafhankelijkheid. Voor slakken die P2O5 meer dan 1 % bevatten, is de logaritme van de activiteitscoëfficiënt van P2O5 ook een lineaire functie van CaO, maar is ook temperatuurafhankelijk.
- De verhogingen van de concentraties van Ca2+, Fe2+ en Mg2+ resulteren in een verlaging van de activiteitscoëfficiënt van P2O5 terwijl (SiO4)4- het tegenovergestelde effect heeft.
- Polymerisatie van P komt niet op grote schaal voor in de slakken die normaal bij de staalproductie worden aangetroffen.
Andere benaderingen voor model P-verdeling tussen staal en slak zijn ook geprobeerd. In 2011 is een uitgebreid thermodynamisch model ontwikkeld op basis van de ionen- en molecuulcoëxistentietheorie (IMCT) om de P-verdelingsverhouding tussen CaO-SiO2-FeO-Fe2O3-MnO-Al2O3-P2O5-slakken en vloeibaar staal te voorspellen. De IMCT gaat ervan uit dat de slak is samengesteld uit enkelvoudige ionen, zoals Ca2+, Fe2+, Mg2+ en O2-; eenvoudige moleculen, P2O5, SiO2 en Al2O3; silicaten, aluminaten en vele andere als complexe moleculen. Elke ionensoort neemt deel aan reacties om complexe moleculen te vormen uit (Me2+ en O2-) ionenparen en eenvoudige moleculen en staat onder thermodynamisch evenwicht. De mogelijke P-moleculen die in aanmerking worden genomen, zijn P2O5, 3FeO.P2O5, 4FeO.P2O5, 2CaO.P2O5, 3CaO.P2O5, 4CaO.P2O5, 2MgO.P2O5, 3MgO.P2O5 en 3MnO.P2O5. Er is gevonden dat 3CaO.P2O5 en 4CaO.P2O5 een bijdrage leveren aan de gemeten P-partitie van respectievelijk 96% en 4%.
De discussie tot nu toe ging over het P-evenwicht tussen vloeibaar staal en vloeibare slak. Vanwege de multicomponent-aard van staalproductieslakken is het echter niet ongewoon om mogelijke vaste fasen in evenwicht te hebben met de vloeibare slakken. Er zijn substantiële studies uitgevoerd naar specifieke vaste fasen die veel voorkomen in de staalproductieslakken. Meer specifiek hebben studies zich gericht op slakken die 2CaO.SiO2- en CaO-deeltjes bevatten. Deze vaste fasen zijn normaal gesproken aanwezig in staalproductieslakken tijdens het BOF-proces en kunnen een rol spelen bij defosforisatie, aangezien fosfaten erin kunnen worden opgelost.
Fosforraffinage in BOF-proces
Een goede staalmaker is ook een goede slakmaker' is een populair gezegde onder het staalproductiepersoneel en is zeer relevant in de context van het BOF-proces. Een goede controle over slakvorming en samenstelling maakt een optimale raffinage mogelijk en minimaliseert het risico van het opnieuw moeten blazen van de O2 of extra toevoegingen aan het einde van de hitte. Tijdens het begin van de slag wordt de lans hoog boven het oppervlak van het metaal gehouden. Gedurende de eerste 3 tot 4 minuten oxideert Si (silicium) uit het metaal snel samen met Fe, waarbij een slak wordt gevormd die rijk is aan FeO en SiO2. Aan de BOF worden aanzienlijke hoeveelheden kalk en dolomietkalk toegevoegd. Naarmate de slag voortduurt, lost vaste kalk continu op in de vloeibare slak, waardoor de slakmassa en basiciteit toenemen. Naarmate de ontkoling doorgaat, begint de slak te schuimen en het gegenereerde CO-gas vermindert het FeO-gehalte in de slak. Tegen het einde van de slag neemt de ontkolingssnelheid af en wordt de Fe-oxidatie weer significant. Tijdens de slag neemt de metaaltemperatuur gestaag toe van 1350 ° C tot 1650 ° C en de slaktemperatuur is over het algemeen 50 ° C hoger dan het metaal aan het einde van de slag.
Het mechanisme van kalkoplossing is zeer relevant voor het BOF-proces en P-verwijdering. Het bereiken van een snelle oplossing van kalk tijdens het BOF-proces biedt goede mogelijkheden om de productiviteit te verhogen en de procestijd en -kosten te verminderen. Het ontbindingsmechanisme van kalk is een functie van de slakkensamenstelling en het verzadigingsniveau van dicalciumsilicaat (2CaO.SiO2). De initiële slak is rijk aan FeO en SiO2. Wanneer kalk voor het eerst wordt toegevoegd en begint op te lossen, vormt zich een laag 2CaO.SiO2, rond de vaste deeltjes en vertraagt de oplossnelheid van de kalk. Deze vaste laag kan scheuren en slakken kunnen verder in de poriën van het kalkdeeltje doordringen en verder oplossen. De penetratie van de slak is een functie van de viscositeit en de poriegrootte van het vaste deeltje.
Aangezien er in het BOF-proces vaak enkele vaste oxidefasen naast de slak bestaan, is het belangrijk om te begrijpen hoe vaste deeltjes de P-verwijdering kunnen beïnvloeden. Verschillende studies hebben gekeken naar de oplosbaarheid van P in verschillende vaste deeltjes zoals CaO, 2CaO.SiO2 en 3CaO.SiO2. Hieronder volgen enkele conclusies van deze onderzoeken.
- De fosforverdeling tussen de 2CaO.SiO2-deeltjes en de slak varieert tussen 2 en 70 naarmate het FetO-gehalte en de basiciteit in de slak toenemen. De temperatuurafhankelijkheid van de P-verdeling blijkt erg zwak te zijn en de 2CaO.SiO2 geïsoleerde deeltjes vertonen binnen 5 seconden een volledige uniforme transformatie naar 2CaO.SiO2-3CaO.P2O5.
- Bij contact met de CaO-FetO-SiO2-P2O5-slak wordt het CaO-deeltje snel ingekapseld door een laag 2CaO.SiO2-3CaO.P2O5 en een CaO-FetO-slak zonder dat P2O5 wordt gevormd tussen het CaO-deeltje en het 2CaO .SiO2-3CaO.P2O5 vaste oplossing.
- Er zijn twee mogelijke routes voor P-overdracht van slak naar 2CaO.SiO2. Bij de eerste route zou 2CaO.SiO2-3CaO.P2O5 neerslaan uit de vloeibare slak nadat P uit de metaalfase is overgebracht. In de tweede mogelijke route zijn 2CaO.SiO2-deeltjes die al in de slak aanwezig zijn voordat P van het metaal wordt overgedragen. P wordt dan diffuus in het neergeslagen, P-vrije, 2CaO.SiO2-deeltje. Het is gebleken dat de P-overdrachtssnelheid via de neerslagroute veel sneller is dan via de diffusieroute. Dit wijst op het feit dat het hebben van reeds bestaande 2SiO2.SiO2-deeltjes niet noodzakelijkerwijs de verwijdering van P verbetert.
Tijdens het BOF-proces wordt een zeer dynamische omgeving gecreëerd. Wanneer de O2-straal het oppervlak van de slak raakt en vervolgens het vloeibare metaal, ontstaat er een driefasige gas-slak-metaalemulsie, die het totale beschikbare grensvlakoppervlak voor verschillende chemische reacties tussen de fasen aanzienlijk vergroot. Metaaldruppels worden continu uit het bulkmetaalbad in het slak-gasmengsel uitgestoten waar ze gedurende een bepaalde tijd kunnen reageren. Het genereren van deze metaaldruppels is erg belangrijk voor de kinetiek in de BOF.
De raffinagesnelheid tijdens het BOF-proces is niet alleen een functie van de chemische kinetiek, maar ook een functie van de verblijftijd die een bepaalde metaaldruppel in de slak doorbrengt. De berekende verblijftijd van een metaaldruppel die wordt uitgestoten uit het bulkmetaal dat zich in een ballistische baan over de slak voortbeweegt, is minder dan 1 seconde, wat te kort is voor een gegeven druppel om in significante mate te reageren. Tijdens de studie van het gedrag van Fe-C-druppeltjes in slakken is echter waargenomen dat de vorming van een gas 'halo' terwijl ontkoling plaatsvindt, de metaaldruppel in de slak houdt van 50 seconden tot 200 seconden. Op basis van deze waarnemingen is het model aangepast om het effect van ontkoling op de schijnbare dichtheid van een metaaldruppel op te nemen en is het in staat om consistentie-verblijftijden te voorspellen.
In het in 2011 gepubliceerde rapport 'Imphos:Improving Phosphorus Refining' is onder meer gekeken naar metaal/slakverhoudingsprofielen, grootteverdeling van metaaldruppels in de slak/metaalemulsie, P-verdeling bij slak-metaalgrensvlak en kalkoplossing. Het rapport heeft vijf P-verwijderingsprofielen gedefinieerd, zoals weergegeven in figuur 1. Deze profielen zijn (i) bijna constant P-profiel, (ii) P-reversieprofiel, (iii) hoog P-verwijderingsprofiel, (iv) P-reversie- en vertragingsprofiel, en (v) reversie met snel P-verwijderingsprofiel. Voor elk van deze profielen is de hoeveelheid metaal en de chemische samenstelling ervan bestudeerd voor de slak/metaalemulsie en voor het stortbad. Het is gebleken dat het P-gehalte van de metaaldruppels in slak gewoonlijk lager is dan of gelijk is aan het bulkbad, wat erop wijst dat de P-verwijdering wordt aangedreven door defosforisatie van metaaldruppels die aanwezig zijn in de slak/metaalemulsie in plaats van in de groot bad. Een interessante observatie in het rapport is dat tijdens de vroege stadia van de klap de P-verwijdering in de geëmulgeerde druppeltjes veel sneller gebeurde dan ontkoling.
Metaaldruppels blijken extreem verarmd te zijn in P (veel minder dan 100 ppm) terwijl er ruim 1% C in het bad is. Dit houdt mogelijk verband met het gas 'halo' en emulgering, waardoor de verblijftijd van druppeltjes tijdens de vroege stadia van de slag kan toenemen, waardoor het voldoende tijd heeft om te reageren met de sterk oxiderende slak die aanwezig is, wat resulteert in een snelle P-verwijdering als de druppelgrootte is gepast. Aangezien P-verwijdering sterk gerelateerd is aan de vorming van metaaldruppels, is er een ideale lanshoogte tijdens elke fase van de slag om de vorming van druppeltjes te maximaliseren en een goede slak/metaal/gasemulsie te creëren. Het is waargenomen dat naarmate de hoogte van de lans afneemt, er minder metaaldruppels worden gegenereerd.
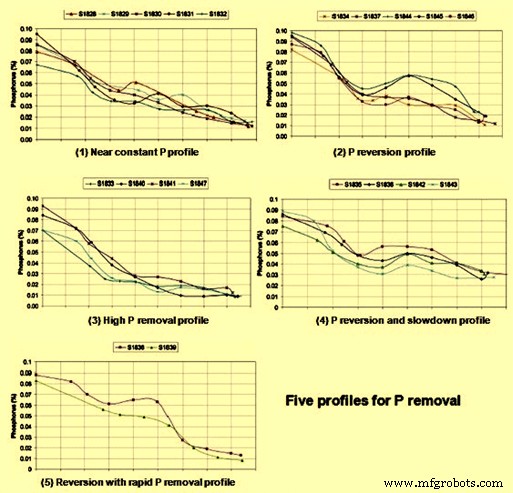
Fig 1 Verschillende profielen van P-verwijdering
Het defosforisatiemechanisme in het BOF-proces kan als volgt worden samengevat.
- Tijdens het begin van de slag, waar de O2-lans hoog wordt gehouden, wordt een goede uitstoot van druppels bereikt en vindt P-verwijdering snel plaats.
- Naarmate de slag aanhoudt en de ontkoling CO-gas begint te genereren, wordt FeO in de slak verminderd en kan de slak niet voldoende oxideren. Dit kan resulteren in terugkeer van P in de smelt als druppeltjes opnieuw worden gefosforiseerd en terugkeren naar het bulkmetaal. Dit is vooral belangrijk als het oplossen van kalk niet optimaal is.
- Dichtbij het einde van de slag, vertraagt de ontkoling en neemt het FeO-gehalte in de slak toe, wat weer de fosforisatie bevordert. Dit is echter mogelijk niet voldoende om de mogelijke terugval die eerder plaatsvond te compenseren.
- Optimale resultaten kunnen worden bereikt door FeO en CaO in de slak nauwlettend te volgen. Toevoegingen van ijzererts kunnen nuttig zijn om het ideale FeO-gehalte te behouden om de P-oxidatie parallel met de ontkoling voort te zetten.
Kinetiek van fosforverwijdering
Hoewel P-evenwicht op grote schaal is bestudeerd, is de kinetiek van P-verwijdering niet in die mate bestudeerd. Dezelfde principes zijn echter van toepassing op andere metallurgische reacties bij hoge temperatuur. Wanneer P opgelost in Fe in contact komt met slak, vinden tijdens de defosforisatiereactie verschillende stappen plaats die een basisillustratie van het fenomeen geven. Deze stappen zijn als volgt.
- Massaoverdracht in de metaalfase van [P] en [O] naar het slak-metaalgrensvlak
- Massaoverdracht in de slakfase van (O2-) naar het slak-metaalgrensvlak
- Chemische reactie aan het slak-metaal grensvlak voor de vorming van (PO4)3-
- Massa-overdracht in de slakfase van (PO4)3- weg van het reactie-interface
Aangezien de defosforisatie plaatsvindt bij hoge temperaturen, is het redelijk om aan te nemen dat de chemische reactie aan het grensvlak snel en in evenwicht is. Daarom zijn de mogelijke snelheidsbeperkende stappen massaoverdracht in de metaal- of slakfasen of beide, als wordt aangenomen dat er geen vaste fasen aanwezig zijn in de slak die fosfor kan absorberen.
Een van de onderzoeken naar de kinetiek van de defosforisatie van Fe-C(sat)-P ruwijzer door oxiderende slakken, toont aan dat een van de belangrijkste uitdagingen bij de defosforisatie van vloeibaar metaal is om de drijvende kracht voor de reactie correct te kwantificeren als gevolg van het niet -evenwicht O2-potentiaal op het grensvlak slak/metaal. Dit niet-evenwicht treedt op als gevolg van de ontkoling van vloeibaar metaal, waardoor de O2-potentiaal in het metaal wordt verlaagd. In dergelijke gevallen heeft de slak een hoge O2-potentiaal terwijl het metaal een lage O2-potentiaal heeft. Tijdens het onderzoek is gebleken dat de defosforisatiereactie de kinetische snelheid van de eerste orde volgt met betrekking tot de P-concentratie in het metaal en dat hogere FeO-gehalten de massaoverdrachtscoëfficiënt van de slak verhogen als gevolg van een afname van de viscositeit, hoewel FeO ook een positieve invloed kan hebben op of negatief de drijvende kracht van de reactie. De studie gaf ook aan dat massatransport in de slakkenfase de snelheidsbeperkende stap is in de defosforisatie van metaal.
Meer recentelijk gebruikte een andere studie een wiskundige benadering om de massaoverdracht van P tussen metaal en slak te kwantificeren. De studie heeft aangetoond dat de schijnbare massaoverdrachtscoëfficiënt een functie lijkt te zijn van de grensvlakspanning, die wordt beïnvloed door de massaflux van een oppervlakteactief element, zoals O2, vooral onder snelle massaoverdrachtsomstandigheden. De veranderingen in de massaoverdrachtsparameter houden verband met dynamisch grensvlakfenomeen dat de massaoverdracht verbetert tijdens perioden van hoge flux van O2 over het grensvlak. Er wordt gesuggereerd dat deze hoge O2-flux de grensvlakspanning tijdens de reactie verlaagt, wat leidt tot een toename van het grensvlakgebied of de massaoverdrachtscoëfficiënt of beide.
Verschillende onderzoeken hebben aangetoond dat spontane emulgering kan optreden tijdens perioden van intense massaoverdracht van oppervlakte-actieve elementen als gevolg van een zeer uitgesproken vermindering van de grensvlakspanning tussen twee niet-mengbare vloeistoffen. Ook spelen voor de evenwichtsgrensvlakspanning het O2- en S (zwavel)gehalte in het metaal een significante rol op de waargenomen evenwichtsspanning. De toevoeging van CaF2 en Na2O verhoogt de grensvlakspanning, maar MnO-toevoegingen hebben de neiging deze te verlagen. Een van de onderzoeken heeft aangetoond dat wanneer de O2-flux groter wordt dan ongeveer 0,1 g atoom/m² sec, de grensvlakspanning een waarde bijna nul nadert. Wanneer de O2-flux lager wordt dan 0,01 g atoom/m² sec, neemt de grensvlakspanning snel toe tot een waarde die dicht bij de evenwichtsspanning ligt.
De defosforisatiekinetiek is veel minder bestudeerd dan het P-evenwicht tussen metaalslakken. Er zijn meningsverschillen of massaoverdracht in het metaal, slak of beide de reactiesnelheid regelt. Vanwege de aard van de reactie lijkt een dynamisch grensvlakfenomeen een significante rol te spelen op de algehele reactiesnelheid. Spontane emulgering lijkt op te treden wanneer een snelle massaoverdracht van O2 plaatsvindt op het grensvlak van metaalslaksystemen. Dit resulteert in een aanzienlijke afname van de grensvlakspanning, waardoor het reactiegebied en de algehele snelheid ervan toenemen. Directe berekening van veranderingen in reactiegebied als gevolg van spontane emulgering blijft echter erg moeilijk.
Productieproces
- Metalen 3D-printmaterialen
- Inconel versus roestvrij staal
- Algemene gereedschapsstaalsoorten
- Inclusions, Inclusion Engineering en Clean Steels
- Hoogovenslakkengranulatie in het giethuis
- Werking van hoogaluminiumoxideslakken en hoogovens
- Stikstof in staal
- Argonspoeling van staal
- Koudwalsen van staal
- Wat is slak?
- Elektroslakkenlassen (ESW) begrijpen