


Luchtstraalsysteem voor hoogoven
Luchtstraalsysteem voor hoogoven
Een hoogoven (BF) produceert vloeibaar ijzer (heet metaal) door de ertsbelasting te verminderen met reducerende gassen. De reducerende gassen worden geproduceerd door de reactie van zuurstof met cokes en steenkool. Deze zuurstof maakt deel uit van verrijkte heteluchtstoot die wordt geblazen en verdeeld op de bodem van de BF via de rechte pijpen, blaaspijpen en de tuyeres. Deze set is aangesloten op de hoofddrukpijp. De hoeveelheid lucht die is verrijkt met zuurstof en wordt geblazen voor het proces dat in de BF moet plaatsvinden wordt verzorgd door de luchtblazers. Deze luchtblazers halen de lucht uit de atmosfeer en comprimeren deze tot de vereiste druk. Deze perslucht die na compressie een temperatuur heeft van ongeveer 200 graden C, wordt verrijkt met zuurstof en in de hete kachels geblazen waar de temperatuur wordt verhoogd tot 1.200 tot 1250 deg C. Deze hete blaaslucht wordt vervolgens door de heteluchtleiding naar de drukleiding geleid. Luchtstraalsystemen van moderne hoogovens met hoge capaciteit werken met explosietemperaturen tot wel 1350 graden C en straaldrukken tot 5 kg/sq cm (g). Het hele proces wordt meestal getoond in figuur 1.
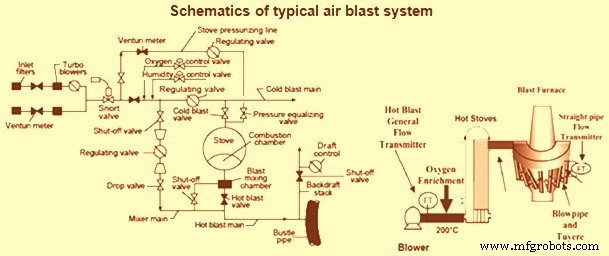
Fig 1 Schema's van een typisch luchtstraalsysteem
De belangrijkste componenten van een luchtstraalsysteem van een hoogoven bestaan uit (i) luchtblazer, (ii) koudestraalleiding, (iii) heteluchtkachel samen met het verbrandingssysteem, (iv) heetstraalleiding, (v) drukte pijp, (vi) blaaspijpen en blaaspijpen bekend als blaaspijpen, (vii) set kleppen en (viii) regelinstrumenten.
De luchtblazer is de eerste uitrusting in het luchtstraalsysteem. Deze bevindt zich in het blaashuis en is bedoeld voor het leveren van koude luchtstroom aan de heteluchtkachels met het gewenste constante stroomvolume en de gewenste druk. Daarom is de regeling van de overspanningsbeveiliging een zeer belangrijke regeling voor een luchtblazer van een hoogoven. Over het algemeen zijn er twee aantallen luchtblazers voor een hoogoven. Het haalt het luchtvolume uit de atmosfeer en comprimeert het tot de benodigde druk en blaast het in de koudestraalleiding. De perslucht is gewoonlijk tussen 150 ° C en 250 ° C, wat de temperatuur is die het gevolg is van de compressiewarmte bij de luchtblazer. De luchtblazers worden aangedreven door een stoomturbine of worden aangedreven door een elektrische motor. De luchtblazer moet worden bediend om te voldoen aan de luchtstroomcondities die op hun beurt worden bepaald door de bedrijfsconditie van de hoogoven. Ze moeten ook een zeer hoge mate van betrouwbaarheid hebben, aangezien de prestaties van de hoogoven sterk afhangen van de prestaties van de blazer.
Voor het opwekken van de blaaslucht zijn de meeste hoogovens uitgerust met centrifugale turboblowers voorzien van drie of vier trappen. Voor sommige van de zeer grote hoogovens werken twee ventilatoren parallel. Bij zeer grote hoogovens kunnen axiale blowers echter efficiënter worden ingezet. Moderne hoogovens hebben axiale of axiale radiale isotherme compressoren die zijn ontworpen om grote hoeveelheden luchtstromen in relatief kleine behuizingen aan te kunnen met behoud van uitstekende efficiëntie.
Koudstraalhoofd verbindt de luchtblazer en heteluchtkachels. Het is normaal gesproken niet gevoerd, aangezien de temperatuur van de koudestraal normaal gesproken tussen 150 ° C en 250 ° C ligt. In sommige ovens is de koudestraallijn echter geïsoleerd als energiebesparende maatregel. Aan het kacheluiteinde van de koudestraalleiding bevinden zich de koudestraalkleppen voor de kachels en de mengleiding die is voorzien van een vlinderklep. Om een constante heteluchttemperatuur naar de hoogoven te behouden, regelt een thermokoppel in de hoofdleiding van de heteluchtketel deze vlinderklep in de mengleiding en verdeelt de hoeveelheid lucht die aan de kachel wordt geleverd en de hoeveelheid die er omheen gaat.
Wanneer een verwarmde kachel voor het eerst gaat ontploffen, is de temperatuur van de verwarmde lucht veel hoger dan de gewenste straaltemperatuur, dus een aanzienlijk deel van de lucht moet de kachel omzeilen. Naarmate de warmte uit de kachel wordt verwijderd en de temperatuur daalt, moet de vlinderklep van de mengleiding geleidelijk sluiten en meer lucht door de kachel persen. In sommige automatische kachelwisselsystemen wordt de stand van de regelklep gebruikt als het signaal dat een kachelwissel initieert.
De koudstraalleiding is ook uitgerust met een snuifklep, meestal geplaatst in de buurt van de hoogoven, die wordt geopend wanneer het nodig is om de blaasdruk snel te verlagen. Hierdoor wordt de koude straallucht afgevoerd naar de atmosfeer en blijft er een positieve druk op de koude straalleiding, zodat gas uit de oven niet terug kan stromen naar de luchtblazer. Vanwege de snelle luchtafvoer wanneer de snuifklep wordt geopend, is deze normaal gesproken uitgerust met een geluiddemper.
Bij installaties waar de luchtstoot is verrijkt met zuurstof, kan de zuurstof onder atmosferische druk worden toegevoegd aan de inlaat van de turboblower of kan deze onder druk worden toegevoegd in de koudestraalleiding. Vocht wordt toegevoegd aan de koudestraalleiding wanneer dit nodig is voor de beheersing van het explosievocht.
Heteluchtkachel is een voorziening om continu de hete luchtstroom aan een hoogoven te leveren. Voordat de luchtstroom naar de blaaspijpen van de hoogoven wordt geleid, wordt deze voorverwarmd door deze door regeneratieve heteluchtkachels te leiden die voornamelijk worden verwarmd door verbranding van het hoogoventopgas (BF-gas). Op deze manier wordt een deel van de energie van het topgas teruggevoerd naar de hoogoven in de vorm van voelbare warmte. Deze extra thermische energie die als warmte naar de hoogoven wordt teruggevoerd, vermindert de behoefte aan hoogovencokes aanzienlijk en vergemakkelijkt de injectie van hulpbrandstoffen zoals poederkool als vervanging voor dure metallurgische cokes. Dit verbetert de efficiëntie van het proces. Heteluchtkachels van een moderne hoogoven hebben de volgende kenmerken.
- Realisatie van verbranding met hoog rendement – Bereiken van verbranding met hoog rendement, zelfs bij gebruik met alleen hoogovengas.
- Kleinere warmtestraling van het kachellichaam.
- Lage bouwkosten.
- Hoge levensduur van de kachel -De verwachte levensduur van een moderne kachel is ongeveer 40 jaar
- Volledige eliminatie van spanningscorrosiescheuren.
- Lage concentratie niet-verbrande CO boven het bovenoppervlak van damstenen.
De meeste hoogovens zijn uitgerust met drie kachels, hoewel er in sommige hoogovens vier kachels zijn. De kachels zijn hoge, cilindrische stalen constructies die zijn bekleed met isolatie en bijna volledig gevuld met geblokte stenen waar warmte wordt opgeslagen en vervolgens wordt overgedragen aan de luchtstoot. Elke kachel is ongeveer even groot in diameter als de hoogoven, en de hoogte van de schijvenkolom is ongeveer 1,5 keer zo hoog als de werkhoogte van de hoogoven. Bij de moderne hoogovens is de verhouding tussen de kachelgrootte en de ovengrootte zelfs nog groter. De heteluchtkachels zijn apart beschreven in het artikel http://www.ispatguru.com/generation-of-hot-air-blast-and-hot-blast-stoves/.
Heteluchtstoot wordt van de heteluchtkachels naar de hoogoven geleverd via een groot, met vuurvast materiaal bekleed kanaal dat de heteluchtleiding wordt genoemd. Een constant hoge temperatuur van de heteluchtstoot is van cruciaal belang voor de efficiënte werking van de hoogoven. De ontwerpen van de straalleiding en de drukleiding zijn bedoeld om systeembewegingen en restuitzettingen aan te pakken voor een probleemloze werking. De ontwerper van de hoogoven hot blast main staat voor een aantal unieke uitdagingen. De hoofdleiding voor hete luchtstroom is typisch een pijp met een grote diameter die onderhevig is aan een aantal thermische uitzettingscomponenten. Het uitzettingsvoegsysteem moet ontworpen zijn om thermische bewegingen in de X-, Y- en Z-richtingen van de aftakverbindingen van de kachel, hoofd- en bustle-leiding op te vangen. Thermische bewegingen zijn het gevolg van variaties in de huidtemperatuur veroorzaakt door de media, evenals variaties in de temperatuur van trekstangen en constructies als gevolg van veranderingen in de omgevingsomstandigheden. Er moet ook rekening worden gehouden met de krachten en bewegingen die worden uitgeoefend op de verbindingen en constructies van de kachel, evenals met spanningen in het straalpijpsysteem. Ten slotte moeten de dilatatievoegen tijdens de lange hoogovencampagne werken met minimale onderhoudsvereisten.
Er zijn een groot aantal kleppen en fittingen die nodig zijn voor het luchtstraalsysteem. Enkele van de belangrijkste kleppen worden hieronder gegeven.
- Koudstraalklep - Het is bedoeld voor de volledige scheiding van de hoogovenkachel van de koudstraalleiding. Het wordt geïnstalleerd op de horizontale koudestraalleiding in de buurt van de kachel.
- Snuitklep - Deze is geïnstalleerd in de hoofdleiding van de koudestraallijn. De klep heeft een afblaasinrichting. Dit wordt gebruikt om de hoeveelheid koudestraal die aan de kachels wordt geleverd te regelen, zonder tegendruk op de ventilator te creëren, aangezien de overtollige lucht wordt weggeblazen door een afblaasinrichting die mechanisch is verbonden met de hoofdklep voor proportioneel openen / sluiten .
- Hotstraalklep - Het is bedoeld voor de scheiding van de hete hoogoven van de hoogoven van de hoogoven, wanneer de kachel in de modus 'bij de verwarming' of bij de volledige scheiding van de hoogoven wordt gebruikt. Deze klep wordt geïnstalleerd in de horizontale straalleiding bij de kachel.
- Atmosferische klep – Deze is bedoeld om de kachel van de hoogoven uit de schoorsteen te halen.
- De gassmoorklep - Deze is ontworpen voor de gasregeling die wordt geleverd aan de gasbrander van de heteluchtkachel en de volledige vrijgave van de leiding van de gasbrander zoals bij normale werking en in geval van stroomuitval. Het wordt geïnstalleerd op het verticale gedeelte van de gasleiding.
- Menggasklep- Het is bedoeld voor het aanpassen van de koudestraalsnelheid. Het is gemonteerd op het verticale gedeelte van de koudestraalleiding in de buurt van de kachel.
- Schoorsteenklep - Het is bedoeld om de hoogovenkachel van de schoorsteen te scheiden.
- Separatorklep - Het is ontworpen voor snelle overlap van de mengluchtleidingsectie in geval van stopzetting van de straaltoevoer naar de oven. Het is geïnstalleerd op het horizontale gedeelte van de koudestraalmengluchtleiding.
De cirkelvormige pijp met grote diameter die de hoogoven op boven mantelniveau omringt, wordt de druktepijp genoemd. Het wordt gebruikt om de hetelucht van de heteluchtleiding in de oven te verdelen via een aantal mondstukken die tuyeres worden genoemd. De bustle pipe is aan de binnenkant bekleed met vuurvast materiaal om de buitenste stalen schaal te isoleren en te beschermen tegen de hoge temperatuur lucht binnenin.
Tuyeres zijn kleine pijpjes die hete lucht uit de druktepijp de hoogoven laten binnendringen. Het zijn speciaal gevormde sproeiers waardoor heteluchtstraal in de hoogoven wordt geïnjecteerd. Ze zijn gemaakt van koper en zijn meestal watergekoeld omdat ze direct worden blootgesteld aan de oventemperatuur. Ze bevinden zich rondom de hoogoven als spaken op de naaf van een fietswiel. Tuyere voorraad is de montage van zwanenhals, expansiebalg, verbindingspijp, elleboog, kijkgat, blaaspijp, bevestigingsopstelling en spaninrichting. De tuyere-voorraad, als verbinding tussen de bustle pipe en de tuyere, past zich aan aan de relatieve bewegingen tussen het hot blast delivery-systeem en de hoogoven.
De blaaspijp, die het hete blaassysteem verbindt met de blaaspijp, past in een machinaal bewerkte bolvormige zitting aan de basis van de blaaspijp. De blaaspijpkoeler en de blaaspijp zijn watergekoeld. Op moderne hoogovens die gebruik maken van hete ontploffingtemperaturen boven 1150 ° C, zijn de lichaamswaterdoorgangen van de blaasmond ontworpen om de watersnelheid boven 20 m/sec te houden en zijn de waterdoorgangen van de mondstukneus ontworpen om de watersnelheid boven 28 m/sec te houden om te verbeteren de snelheid van warmteoverdracht. In sommige van de moderne hoogovens is de neus van de blaaspijp ook watergekoeld, hoewel dit bij de meeste oudere ovens niet wordt gedaan. De brandstofinjectielans gaat door de wand van de blaaspijp en voert de brandstof meestal iets buiten de middellijn af en ongeveer 50 mm naar achteren van de neus van de blaaspijp. Sommige hoogovens zijn uitgerust met dubbele injectiesystemen met twee openingen in de blaaspijp om meerdere tuyere-brandstoffen mogelijk te maken. Met het toegenomen gebruik van poederkool als brandstof voor de blaaspijp, is de plaatsing van de injectielans kritischer om botsingen met de binnenkant van de blaaspijp te voorkomen en voor een betere verbranding van de steenkool. De blaaspijp wordt stevig tegen de blaaspijp gehouden door spanning in de hoofdstelstang, die de blaaspijp met de haardmantel verbindt. De hoofdstelveer aan het uiteinde van de hoofdstelstang maakt beperkte beweging mogelijk als de blaaspijp uitzet en samentrekt bij veranderingen in de hete ontploffingstemperatuur. De blaaspijp zelf is een buis van gelegeerd staal die is bekleed met vuurvast materiaal om te voorkomen dat het metaal te heet wordt.
De hoofdcomponenten van de blaaspijp zijn nauw verbonden met de gepolijste taps toelopende oppervlakken door middel van de consequente nauwe opstelling van het volgende deel in het vorige. Dus de gesloten, taps toelopende oppervlakken zorgen voor de lekdichte integriteit van de verbinding. Een verstoring van de werkende verwarmingscyclus en eventuele lekkage van een van de verbindingen in de blaaspijpvoorraad resulteert in het verbranden van de constructie-elementen en storingen.
De tuyere, tuyere cooler en blaaspijp werken in het geval van de zwaarste temperatuuromstandigheden. De blaaspijpkoeler wordt in de borst van de ovenbekleding geplaatst. Het mondstuk is gekoppeld aan de tuyere die al 250 mm tot 350 mm diep in het lichaam van de hoogoven zit.
De blaaspijpen zijn meestal gemaakt van staal met coating van de speciale keramische vuurvaste voering. De blaaspijpen zijn gemaakt van koper. Voorheen werden blaasmonden van het type kunst gemaakt van geperste koperplaten, wanddiktes tot 8 mm. Tegenwoordig zijn de blaaspijpen meestal gemaakt van centrifugaal gegoten koper wat zorgt voor een maximale levensduur van de blaaspijp door de hoge maakbaarheid die zorgt voor de hoogste materiaalhomogeniteit en de afwezigheid van microporiën. Deze methode is echter iets duurder dan de fabricage van de blaaspijpen door middel van vacuümgieten. Dit laatste wordt soms ook toegepast bij de productie van de blaaspijpen en heeft lagere conversiekosten, maar er is een mogelijkheid van lichte niet-homogeniteit van materiaal. Hoe dan ook, de gietmethode van de productie van de blaaspijpen heeft de toepassing van de gelaste constructie van de blaaspijpen bijna vervangen vanwege de lagere bedrijfscapaciteit ondanks de lagere productiekosten die ook gepaard gaan met het holle koperen blaaspijpkoelergieten. Ook de blaaspijpkoeler is door middel van gieten vervaardigd en van koper (minder vaak van brons). Het wordt in de borst van de ovenbekleding gemonteerd en door de flens bevestigd met de extra las aan de haardmantel.
De blaasmond van de hoogoven wordt gekoeld door het water dat met een snelheid van 15 – 25 kubieke meter/uur rechtstreeks naar de binnenkant van de blaasmond wordt toegevoerd. De verwarmingstemperatuur van het afgevoerde koelwater mag niet hoger zijn dan 15 deg C. De druk van het koelwater dat wordt toegevoerd aan de voorkant van de blaaspijp en de blaaspijpkoeler is normaal gesproken niet hoger dan 5 – 10 kg/cm2. Het gebruik van koper (met een gehalte van min. 99,5% Cu) als constructiemateriaal maakt het mogelijk om de warmte effectief te verwijderen van het kegellichaam van de blaaspijp die in de extreem hete omstandigheden werkt.
Aan de achterkant van de blaaspijpkolf op de hartlijn van de blaaspijp en blaaspijp bevindt zich een kleine opening waardoor een staaf kan worden gestoken om materiaal uit de blaaspijp te reinigen. De opening wordt afgesloten door een dop die indien nodig kan worden geopend, maar gasdicht is wanneer deze wordt gesloten. In deze dop, een tuyere-dop of wicket genoemd, bevindt zich een met glas bedekt kijkvenster waarmee de bediener de binnenkant van de oven direct voor de tuyere kan inspecteren. Het bovenste deel van de kolf is via een draaikoppeling verbonden met het vuurvaste beklede mondstuk van de zwanenhals waaraan het is vastgeklemd door nokken en sleutels die in zittingen van hangende staven passen. Elke zwanenhals is op zijn beurt door flenzen en bouten verbonden met een hals die zich radiaal uitstrekt vanaf de binnendiameter van de bustle pipe. Tuyere kolven zijn ontworpen voor een lange levensduur en eenvoudige hantering. De schema's van een typisch blaasmondvoorraadarrangement worden getoond in Fig. 2.
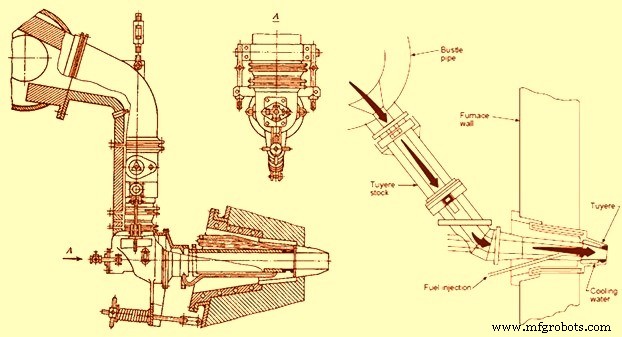
Fig 2 Schema's van typische blaasbalgrangschikkingen
Productieproces
- Hoogovenprocesautomatisering, meet- en controlesysteem
- Gebruik van colanoot in een hoogoven
- Hoogoven onregelmatigheden tijdens bedrijf
- Hoogoven koelsysteem
- Vuurvaste bekleding van hoogoven
- De juiste zorg voor uw luchtcompressor
- Inzicht in auto-airconditioningsysteem
- Luchtveersysteem begrijpen
- Richtlijnen voor het ontwerpen van een persluchtsysteem
- Tips voor zomeronderhoud voor uw persluchtsysteem
- Centrale controllers voor luchtcompressorsystemen