


Belang van haard, dode man en tappen in werking van hoogovens
Belang van haard, dode man en tappen in werking van hoogovens
Een trend van verslechtering van de ertskwaliteit is tegenwoordig te zien met de toenemende vraag naar ijzererts. De verslechtering van de ertskwaliteit gaat gepaard met grotere hoeveelheden slakken die op hun beurt de lastafdaling en vloeistofstroom door de haard beïnvloeden. Deze omstandigheden zorgen voor een katalysator voor het slijtagemechanisme van de voering, waarbij de voeringen van de schacht, stapel en haard extra onder druk komen te staan. Het tappen in de hoogoven wordt nadelig beïnvloed en trog en lopers in de gieterij komen onder druk te staan door een hoger slakvolume. Dit alles legde een verhoogde druk op de hoogovenactiviteiten.
De slechte kwaliteit van ijzererts beïnvloedt de werking van de hoogoven op de volgende manier.
- Slagvolume - Slechte kwaliteit van ijzererts brengt grotere hoeveelheden onzuiverheden in de oven, wat resulteert in een toename van het slakvolume.
- Warmtebelasting - De thermische toestand van de oven ondergaat veranderingen, aangezien er een grote hoeveelheid warmte nodig is om de extra slak te smelten en om deze in de juiste vloeibare toestand te houden voor de afvoer. Dit introduceert hogere warmtebelastingen in de hoogoven.
- Cokessnelheid en productiviteit - Toenemende slakkenvolumes vereisen een hogere brandstoftoevoer naar de oven, en waar de injectiesnelheden van poederkool al optimaal zijn, resulteert dit in een hogere cokessnelheid. Hogere cokes betekent de introductie van een grotere hoeveelheid as in de oven, wat resulteert in een verdere toename van het slakvolume. Dit heeft een verslechterend effect op de productiviteit van de oven.
- Processtabiliteit – De verslechtering van de ertskwaliteit heeft een nadelige invloed op de processtabiliteit en heeft een ongunstig effect op de goede werking van de hoogoven.
- Hogere slakkenvolumes hebben invloed op de gasstroom.
- Met hogere slakvolumes is de vloeistofstroom door de haard een grotere uitdaging, wat leidt tot toename van fluctuerende vloeistofniveaus in de haard. In het uiterste geval wordt de lastafdaling aangetast.
- De toegenomen incidenten van gecompromitteerde gasstroom als gevolg van de slechte kwaliteit van het erts zullen waarschijnlijk verschijnen als toegenomen hangen met frequentere en ernstigere slips. Dit werkt op zijn beurt als een katalysator voor grotere slijtage van de voering, waarbij de voeringen van de bosh, stack en haard meer onder druk komen te staan.
- Hogere slaksnelheden zorgen voor een grote beperking in het giethuis, aangezien het ovengoot- en geleidingssysteem in het giethuis een knelpunt wordt bij het opvangen van de hogere slakvolumes.
- Iron first -Dit gebeurt als het slak-ijzer-interface zich boven het tapgatniveau bevindt wanneer het tapgat wordt opengeboord. De tapcyclus begint met een uitstroom van alleen ijzer, en slak begint later te stromen wanneer het slak-ijzer-grensvlak naar het tapgat is afgedaald. Hierna worden ijzer en slak gelijktijdig afgevoerd tot het einde van het tappen. De tijd die is verstreken vanaf het begin van het tappen totdat de slak de loper binnenkomt, wordt de slakvertraging genoemd.
- Gelijktijdig - Dit patroon verschijnt als het slak-ijzer-interface in of op een eindige diepte onder het tapgat ligt wanneer het tappen begint. De hogedrukgradiënt in de slakfase kan de ijzerstroom bevorderen of zelfs ijzer van onder het kraangat omhoog trekken. Hierdoor worden ijzer en slakken tijdens de hele tapperiode samen afgevoerd.
- Slag first- Dit is het tegenovergestelde van het ijzeren eerste patroon. In dit patroon vloeit aanvankelijk slak uit en strijkt met vertraging. Dit komt omdat het slak-ijzer-grensvlak ver onder het aftapgat ligt wanneer het aftappen begint, en het fenomeen kan worden waargenomen in grotere ovens met meerdere aftapgaten. De door de stroperige slak veroorzaakte drukgradiënt is aanvankelijk onvoldoende om ijzer op te tillen.
Door bovenstaande factoren loopt het productieproces in de hoogoven sterk uiteen. De grote variatie in het proces heeft gevolgen voor de samenstelling van de slakken en dus voor de kwaliteit van het ruwijzer. De bovenstaande factoren beïnvloeden het proces ook op veel andere gebieden, zoals hieronder aangegeven.
Om rekening te houden met bovenstaande en vele andere scenario's die tijdens de werking van de hoogoven kunnen worden verwacht, zijn een aantal acties nodig om voldoende controle te hebben tijdens het aftappen van de hoogoven, om te voorkomen dat de oven koud of heet wordt en voor een soepele werking van de hoogoven oven. Deze acties omvatten (i) haardbeheer voor optimale drainage en minimale slijtage om de hogere slakvolumes tegen te gaan, (ii) aanpassing van proces- en belastingstrategieën voor optimale stabiliteit en minimale warmtebelastingen op de ovenwand, (iii) nauwgezette monitoring en goed onderhoud van het koelsysteem van de hoogoven zodat het de hogere warmtebelastingen kan absorberen, en (iv) beoordeling en het wegnemen van knelpunten van de bestaande giethuislay-outs voor de verhoogde vloeistofstromen.
De haard, dode man en de stroom van ruwijzer en slak naar het aftapgat tijdens het aftappen van de oven zijn te zien in figuur 1.
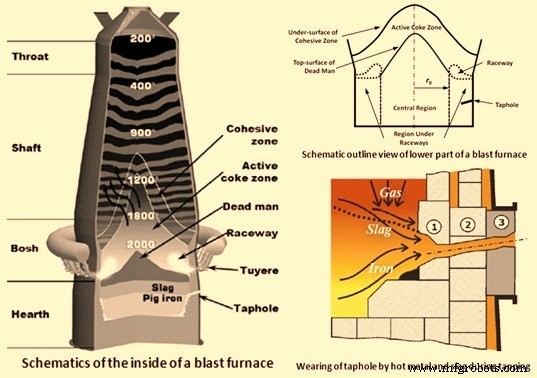
Fig 1 Haard, dode man en de stroom ruwijzer en slakken tijdens het tappen
Hoogovenhaard en dode man
De staat van de haard speelt de belangrijkste rol voor een stabiele werking van de oven en een lange levensduur van de campagne. Dit laagste gebied in de hoogoven wordt blootgesteld aan vloeibaar ijzer (heet metaal) en vloeibare slakken die in direct contact staan met de vuurvaste materialen, wat ernstige erosie en chemische en thermische aantasting van de haardbekleding veroorzaakt. De meest agressieve omgeving in een ovenhaard bevindt zich meestal in de buurt van het (de) kraangat(en), die onderhevig is aan hoge thermische spanningen en vloeistofstroomsnelheden. Het aftapgatbeheer (geïntegreerd met andere operationele geleidingstechnieken) is cruciaal voor de prestaties van de haard en dus voor de algehele werking van de oven.
De haard is het laagste, maar het belangrijkste onderdeel van de hoogoven. De levensduur van de oven hangt sterk af van de levensduur van de haard. De zijwand en bodem van de haard zijn meestal gebouwd met blokken of stenen op basis van koolstof in combinatie met keramiek van hoge kwaliteit.
In principe zijn er twee basishaardontwerpen. De eerste is het kleine blok- of baksteenontwerp, terwijl de tweede het grote blokontwerp is. Het ontwerpverschil is te wijten aan de grootte van de vuurvaste materialen. Het belangrijkste voordeel van een kleine blokkenhaard is het gemak van constructie, omdat de stenen met de hand op hun plaats kunnen worden gemanipuleerd en aan alle kanten met mortel kunnen worden gemetseld. Een ander voordeel is dat de stenen minder snel barsten omdat de haard als geheel in principe al barst. Dit is echter ook een nadeel, omdat elke verbinding kan dienen als een barrière voor warmteoverdracht, vooral als er beweging is en de verbindingen gaten worden. De grote blokken hebben niet hetzelfde nadeel omdat er veel minder verbindingen zijn. Vanwege thermische uitzetting hebben de grote blokken echter de neiging te barsten, waardoor vergelijkbare barrières voor warmteoverdracht ontstaan.
Binnen de twee basisontwerpen zijn er verschillende variaties en enkele overeenkomsten tussen de grote en kleine blokontwerpen. Deze overeenkomsten en verschillen zijn het type vuurvast materiaal dat wordt gebruikt tegen de muur, het hete oppervlak en rond de kraangaten. Een van de grootste overwegingen is de overdracht van warmte van het inwendige van de oven naar het koelmedium. Hiervoor worden normaal gesproken verschillende soorten vuurvaste materialen gebruikt. Over het algemeen nemen de kosten toe met de thermische geleidbaarheid. Hoewel het erg duur zou zijn, is de beste haard in theorie gebouwd met vuurvaste materialen met de hoogste geleidbaarheid. Zo'n haard zou eeuwig meegaan en nooit slijten (vanwege een vriesvoering die de vuurvaste materialen beschermt), maar het zou ook zoveel warmte van de oven vergen dat de operatiekosten hoog zouden zijn. Zo'n haard zou tijdens een ovenstop zo snel afkoelen dat het moeilijk zou zijn om opnieuw op te starten, wat tot nog hogere kosten zou leiden. Meestal wordt in de ontwerpen van de haard een balans gehouden tussen de bovengenoemde factoren.
De haardbekledingen zijn voorzien van een aantal thermokoppels en koelelementen. De dode man bevindt zich onder de actieve cokeszone en (meestal) onder de loopbanen. Het bovenste deel van de dode man is kegelvormig met een afgeronde top in het gebied tussen de loopbanen. De helling van de dodemanspunt naar de loopbanen is ongeveer hetzelfde als de rusthoek van de geladen cokes. De haard wordt voornamelijk ingenomen door een colabed, dat een deel is van de dode man die zich uitstrekt vanaf het niveau van de blaaspijp.
Vloeibaar ijzer en slakken die uit de cohesieve zone druipen, hopen zich op in de lege ruimtes van de dode man. Als gevolg van de zwaartekracht vallen de vloeistoffen uiteen in twee verschillende lagen met het zwaardere ijzer aan de onderkant en de lichtere slak aan de bovenkant. Omdat zowel ijzer als slak continu uit de cohesieve zone naar beneden druppelen, moeten de ijzerdruppels door de slaklaag naar de bodem zinken. De toplaag bestaat dus uit een mix van slakken en ijzerdruppels. De porositeit van de dode man ligt tussen 0,3 en 0,5, wat aangeeft dat slechts 30 % tot 50 % van het totale volume beschikbaar is voor de vloeistoffen als de dode man de haard volledig vult. In feite kan de dode man ofwel op de bodem van de haard zitten, of gedeeltelijk of volledig in het vloeistofbad drijven als de opwaartse kracht van de vloeistoffen voldoende is om de dode man op te tillen. Een gedeeltelijk drijvende dode man zit op de centrale bodem van de haard en geeft aanleiding tot een ringvormige cokesvrije zone aan de randen van de haard, die weinig stromingsweerstand biedt bij het leegmaken van de haard. Daarom wordt een omtreksstroming gevormd, wat de belangrijkste reden is voor de 'olifantenvoet'-vormige slijtage in de haard.
De dissectiestudies van gebluste hoogovens hebben aangetoond dat er een bijna stilstaand cokesbed is in de kern van de oven tussen de loopbanen en in de haard. De stagnerende zone, waar cokes met een sterk verminderde snelheid naar beneden komt, heeft de naam ‘dode man’ gekregen omdat eerder werd aangenomen dat deze zone geen actief effect heeft op de werking van het proces. Deze veronderstelling is later echter onjuist gebleken, aangezien uit meer relevante studies bleek dat de dode man een sleutelrol speelt in de werking van de hoogoven. De onderzoeken met betrekking tot de dode man worden meestal uitgevoerd met behulp van fysieke en/of wiskundige modellen, aangezien de toestand van de dode man niet direct kan worden gemeten in een werkende oven vanwege hoge temperaturen, slijtage en een extreem vijandige omgeving voor meetsondes.
Het bovenste deel van de dode man is kegelvormig met een afgeronde bovenkant in het gebied tussen loopbanen en kan zich uitstrekken van de bodem van de haard tot ver boven het niveau van de blaaspijpen. De hoogte van de dode man is afhankelijk van de ovengrootte en de bedrijfsomstandigheden zoals cokessnelheid, straalsnelheid, lastafname en dodemansvernieuwingssnelheid. De vaste massa/volume verliezen door ijzererts (reductie) krimp en meltdown hebben een sterke invloed op het vaste stromingspatroon en daarmee ook op het profiel van de dode man. Er is ook gevonden dat de dodemanshoogte afneemt naarmate het vastestofverbruik toeneemt.
De bovengrens van de dode man is het onderwerp geweest van vele onderzoeken, zowel theoretisch als experimenteel. Deze onderzoeken hebben aangetoond dat de dode man wordt omgeven door een quasi-stilstaande zone waar de geladen deeltjes uiteindelijk naar de loopbaan gaan. De dodemansmaat is gevoelig voor het al dan niet uitvoeren van de ovenwerking met of zonder ‘poederkoolinjectie’. De onderzoeken hebben ook aangetoond dat de dode man wordt vernieuwd vanuit een klein centraal instroomgebied aan de bovenkant van de dode man. Daarom kan een goede dodemansdoorlaatbaarheid worden gehandhaafd door grote, hoogwaardige cokes in het midden van de hoogoven te laden. Ook is gebleken dat de cyclische ophoping en verwijdering van vloeistoffen in de haard als gevolg van de tapbewerking nauw samenhangt met het dodemansvernieuwingsproces. De dodemansdeeltjes bewegen geleidelijk in de loopbaan terwijl het tikken wordt herhaald. De vernieuwing van deeltjes vindt zo plaats dat de 'oude' deeltjes door de opwaartse kracht (uitgeoefend op het ondergedompelde deel van de dode man) gedwongen worden uit de dode man te gaan en de 'nieuwe' deeltjes naar binnen komen om de dode man door zijn bovenoppervlak.
De dodemanstoestand en bodemvorm hebben een sterke invloed op de slijtage van haardbekledingen en vloeistofafvoer uit de hoogovenhaard. De dode man wordt ondergedompeld in een groot vloeistofbad en is onderhevig aan het vloeibare drijfvermogen dat erop wordt uitgeoefend. Naarmate het drijfvermogen van de vloeistof voldoende wordt om de dode man op te tillen, worden onder de dode man cokesvrije zones gevormd, waardoor een vrije doorgang voor vloeistofstromen ontstaat. De dode man heeft een dynamisch gedrag als hij beweegt met wisselend vloeistofniveau. Het is gebleken dat de beweging van de dode man wordt beïnvloed door hysterese als deze stijgt en daalt in de haard.
De vorm van de dode man wordt bepaald door verschillende factoren. Het kan worden geschat door een evenwicht tussen de kracht die de dode man naar beneden drukt en de opwaartse krachten van ijzer en slakken in de haard. De opwaartse kracht wordt relatief eenvoudig geschat omdat het een functie is van het vloeistofniveau en de dodemansporositeit. De neerwaarts werkende kracht, die gewoonlijk wordt uitgedrukt in de vorm van een druk, hangt echter af van de ovenomstandigheden, zoals het gewicht van de last, de lengte van de loopbaan, het vasthouden van vloeistof en de gasweerstand. Het lastgewicht boven het blaasmondniveau wordt gecompenseerd door de hefdruk van opwaarts stromend gas en de neerwaarts werkende druk onder de loopbanen (d.w.z. het gebied onder de loopbanen) wordt dus alleen toegeschreven aan het dodemansgewicht. Aan de andere kant wordt de neerwaarts werkende druk op het centrale gebied geformuleerd als een functie van het dodemansgewicht, vloeistofophoping en dynamische druk van de deeltjesstroom. Aangenomen wordt dat de dynamische druk, die wordt veroorzaakt door de convergerende stroom van de deeltjes in de zone van actieve cokes, lineair afneemt langs de radiale afmeting van het midden van de oven naar het front van de loopbaan. Het wordt meestal gezien dat de dode man hoger onder de loopbanen zweeft. De verdeling van de neerwaarts werkende druk speelt een cruciale rol bij het vormen van de dodemansbodem. Sommige onderzoeken hebben de zwevende toestand van de dode man in vier categorieën ingedeeld, namelijk (i) zittend, (ii) gedeeltelijk drijvend tegen de muur, (iii) volledig drijvend met een vlakke bodem, en (iv) volledig drijvend, maar hoger drijvend bij de muur .
Tappen van hoogoven
Het tappen van een hoogoven is niet alleen nodig om de hoogovenproducten te leveren, maar ook essentieel voor de veiligheid van de oven en de operators in het giethuis. Het aftappen van hoogovens, ook wel gieten of drainage genoemd, is een proces waarbij ruwijzer en vloeibare slakken uit de hoogovenhaard worden verwijderd. De huidige technologie van het aftappen van hoogovens maakt gebruik van volledige zwembadpraktijken. Deze praktijk verwijst naar de technologie om de bak gevuld te houden met ruwijzer en vloeibare slak gedurende korte perioden dat de oven niet wordt afgetapt. Tijdens de volgende tap is de trog nog steeds vloeibaar, waardoor het gemakkelijker wordt om ijzer en slakken te scheiden, en ook om warmte in de trog vast te houden, wat resulteert in schoner, heter ijzer dat via spoortransport in vuurvast bekleed open top of torpedo pollepels.
Het tapproces bepaalt kritisch de gasdruk in de oven en de resterende hoeveelheden vloeibaar ijzer en slakken in de haard. Een slechte afvoer van de haard leidt gewoonlijk tot een onstabiele werking van de oven, wat in het algemeen verband houdt met aanzienlijke verliezen in de productiviteit van de oven en de levensduur van de campagne. Een inefficiënte afvoer leidt ook tot overmatige ophoping van vloeistoffen en dus tot hoge vloeistofniveaus in de haard. Als de vloeistof (slak) het niveau van de blaaspijpen nadert, wordt de verminderende gasstroom in de bosh ernstig verstoord, wat vaak resulteert in een onregelmatige lastafdaling, bekend als hangen en wegglijden.
Een tapcyclus begint wanneer het tapgat open wordt geboord en wordt beëindigd door het tapgat te dichten met de tapgatmassa wanneer het ovengas naar buiten barst. Aan het einde van het aftappen kantelt het grensvlak van gas en slak naar beneden in de richting van het aftapgat en blijft er een aanzienlijke hoeveelheid slak boven het aftapgatniveau. De ijzerfase kan worden afgevoerd vanaf niveaus onder het aftapgat vanwege de grote drukgradiënt die zich ontwikkelt nabij het aftapgat in de viskeuze slakfase. Het gemiddelde slak-ijzer grensvlak is dus lager dan het aftapgatniveau. Afhankelijk van een aantal factoren, zoals vloeistofproductiesnelheden, haardvolume en tapstrategieën, varieert de beginfase van een tapcyclus en kan als volgt worden gecategoriseerd.
Een primaire vereiste van aftappen is om op betrouwbare wijze de gewenste snelheid van ovenproducten te verzekeren. Het is dus belangrijk om de factoren vast te stellen die de aftapsnelheid beïnvloeden. Normaal gesproken worden in de grote hoogovens tapsnelheden van 7 ton/min en vloeistoftapsnelheden van 5 m/sec, in tapgaten met een diameter van 70 mm en een lengte van 3,5 m, typisch aangetroffen. De staat van het kraangat en de lengte van het kraangat hebben een sterke invloed op de tapsnelheid. Wanneer de hoogoven in bedrijf is, wordt het aftapgat volledig gevuld met een vuurvast materiaal dat bekend staat als de aftapgatmassa.
Belangrijke factoren die vaak problemen veroorzaken tijdens het tappen zijn (i) defecten aan tapgatpistolen en -boren, of verkeerde uitlijning hiervan op het tapgat, (ii) slechte staat van tapgat, taptuit, skimmer, poorten en kantel-, zwaai- of andere lopers , (iii) onvoldoende capaciteit van de gietlepels voor het transport van ruwijzer, en (iv) problemen in het systeem voor de granulatie van slakken en onvoldoende ruimte in de slakkenput.
Het tapschema is afhankelijk van de hoeveelheid vloeibaar ijzer en slakken, de grootte van de haard, de tapsnelheid en de voorbereidende handelingen tussen elke tapbeurt. Onmiddellijk voor het tapgat tappen, moeten de juiste werking, positie en uitlijning van tapgatpistolen en boren worden gecontroleerd om er zeker van te zijn dat ze correct zijn uitgelijnd met het tapgat (indien nodig kunnen hun posities worden gecorrigeerd). Het voordeel van deze praktijk is dat het een laatste controle mogelijk maakt op nog niet geconstateerde gebreken of aanpassingen en het mogelijk maakt deze te verhelpen. Het kraangat wordt geopend met behulp van boren van bepaalde afmetingen, afhankelijk van de bedrijfsomstandigheden, en in sommige gevallen wordt het laatste deel van de plug erin gestoken. Als het boorgat niet lang genoeg is, moet het kraangat worden geopend met een zuurstoflans , waarbij alle voorzorgsmaatregelen worden genomen die nodig zijn voor het gebruik van zuurstof.
Het tappen kan worden verstoord als de straal heet metaal in natte geleiders stroomt, omdat dit kan leiden tot koken in de geleiders, gepaard gaande met explosies. Het is daarom essentieel om minutieuze controles uit te voeren en de goten en lopers grondig te drogen, omdat het koken in lopers vaak zulke proporties aanneemt dat het tapproces moet worden onderbroken. Dit is een van de redenen waarom de vluchtuitgangen te allen tijde vrij moeten worden gehouden.
Het stoppen met tikken terwijl het aan de gang is, is een operatie die maximale kracht van het kraangatkanon vereist (omdat pluggen de volledige kracht van de stroom gesmolten metaal moet tegengaan). In sommige gevallen is het nodig om de ontploffing en de topdruk voldoende te verminderen om het kraangat te kunnen dichten. Snelle geïmproviseerde reparaties worden uitgevoerd op de beschadigde delen van de lopers, met droog materiaal.
Als het aftapgatpistool te snel van het aftapgat wordt bewogen, bestaat het gevaar dat de in het aftapgat geïnjecteerde verstoppingsklei plotseling met een explosie wordt uitgestoten, omdat het materiaal mogelijk geen tijd heeft gehad om te stollen. Daarom moeten exploitanten van giethuizen buiten de 'line of fire' blijven, voor het geval dergelijke uitbarstingen zich voordoen.
Ook de slakstroom die aan het begin van het tappen aan het ruwijzer voorafgaat, kan voor verstoringen zorgen. In dit geval moet de bediener van het giethuis aanpassingen maken in de directe omgeving van het kraangat en de loper, om de slak te richten op de lopers die bedoeld zijn om het te dragen. Dit is een van de redenen waarom er voor het kraangat aan weerszijden van de ijzeren loper een vrije ruimte beschikbaar moet zijn en deze zo groot mogelijk moet zijn.
De belangrijkste taak van de gieterij-operator, tijdens normale tapbewerkingen, is ervoor te zorgen dat de stroom van ruwijzer en vloeibare slak naar transportpannen of aangrenzende installaties soepel en zonder incidenten verloopt. De grootte en helling van de geleiders moeten in verband worden gebracht met de andere technische kenmerken van de hoogoven. Er is echter een mogelijkheid dat ruwijzer en/of slak stagneert en overloopt, en dit vraagt om onmiddellijke actie van de gieterij-operator. Gereedschap dat bij deze bewerking wordt gebruikt, moet volledig droog zijn; anders kan het water plotseling verdampen, wat kan leiden tot een explosie.
Het is ook belangrijk om de toestand van de afvoeropeningen in gietpannen zeer zorgvuldig te controleren, aangezien vaste stoffen kunnen worden meegevoerd door de stroom van heet metaal en poorten met een relatief kleine doorsnede kunnen blokkeren.
Het kraangat kan tijdens het tappen verstopt raken (bijvoorbeeld door cokes). De tapgatboor wordt normaal gesproken gebruikt om dergelijke obstakels te verwijderen, maar als dit niet lukt, worden lange staven (gepeupel) gebruikt. Deze operatie is gevaarlijk vanwege de mogelijkheid van plotselinge uitbarstingen van heet metaal en slakken. Het is daarom van essentieel belang dat de operators van het giethuis onmiddellijk toegang hebben tot een nooduitgang zonder obstakels.
De grootste zorgvuldigheid moet worden betracht bij de constructie van slakkenlopers. Ze moeten worden uitgerust met poorten die het met de slak meegevoerde ruwijzer en cokes kunnen tegenhouden om het gevaar van explosies tijdens de granulatie van de slak tot een minimum te beperken.
Een van de belangrijkste taken van de operators van het giethuis die betrokken zijn bij het tappen, is het toezicht houden op het vullen van hete metalen pollepels, en ervoor zorgen dat dit niet een niveau overschrijdt waar de inhoud tijdens het transport zou kunnen uitlopen of tijdens het vullen zou kunnen overlopen. Omdat de pollepels meestal na elkaar worden gevuld, moet de bediener in staat zijn om de stroom ruwijzer in de juiste kanalen te leiden. Kantelbare en zwenkbare geleiders en tuiten hebben ook het voordeel dat het risico op vocht in de vuurvaste voering wordt geminimaliseerd, wat veel groter is bij conventionele poorten, omdat de voering na elke tapbewerking wordt vernieuwd.
Tegen het einde van het tikken wordt de stroom van heet metaal onregelmatig en gaat deze gepaard met een sterke luchtstoot en naarmate de haard leeg raakt, komen deze verschijnselen vaker voor. Tegelijkertijd spatten heet metaal en slakken uit en kunnen uiteindelijk het hele oppervlak van het giethuis bedekken. Om dit te voorkomen moet het kraangat zo snel mogelijk worden gedicht. De operator beweegt het kraangatpistool naar het kraangat en stopt het gat door de juiste hoeveelheid plugklei te injecteren.
Productieproces
- Hoogovenslak en zijn rol in de werking van de oven
- Belangrijke aspecten van het ontwerp van hoogovens en bijbehorende hulpapparatuur
- Hoogovenprocesautomatisering, meet- en controlesysteem
- Opwekking en gebruik van hoogovengas
- Hoogovenproductiviteit en de beïnvloedende parameters
- Bescherming van de bekleding van de hoogovenhaard door toevoeging van TiO2
- Werking van hoogaluminiumoxideslakken en hoogovens
- Hoogoven onregelmatigheden tijdens bedrijf
- Hoogoven koelsysteem
- Hoogoven Cast House en zijn werking
- IJzerproductie door hoogoven en kooldioxide-emissies