


CNC-freesprogramma met G41 freesradiuscompensatie links
Programmeervoorbeeldcode voor CNC-frezen met tekening, die laat zien hoe G41 Freesradiuscompensatie links wordt gebruikt in een cnc-freesprogramma.
CNC-freesprogramma (G41 freesradiuscompensatie links)
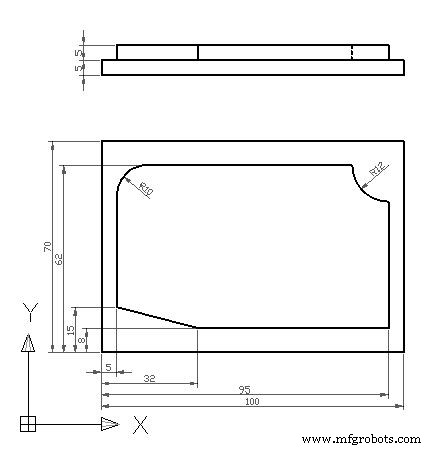
CNC-freesprogramma met G41 Freesradiuscompensatie links
N10 T2 M3 S447 F80 N20 G0 X112 Y-2 N30 Z-5 N40 G41 N50 G1 X95 Y8 M8 N60 X32 N70 X5 Y15 N80 Y52 N90 G2 X15 Y62 I10 J0 N100 G1 X83 N110 G3 X95 Y50 I12 J0 N120 G1 Y-12 N130 G40 N140 G0 Z100 M9 N150 X150 Y150 N160 M30
CNC machine
- 3 belangrijke elementen om te overwegen voordat u doorgaat met gereedschapsradiuscompensatie bij CNC-frezen
- Programmeer een robot met de CNC van uw machine
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- Voorbeeld programma voor afschuining en radius met G01
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld
- CNC-programmablok
- Hoe een volledige cirkel CNC-programma voorbeeldcode te frezen
- Werkstukoffset instellen op Hermle UWF 851 CNC-frees met Sinumerik-besturing
- Sinumerik 810 CNC freesradius/afschuiningsprogramma voorbeeld
- G41 G40 Freesradiuscompensatie Voorbeeld CNC-freesprogramma
- Basisprincipes van CNC-programmeren – Tutorials met voorbeeldprogrammacode