


CNC-freesprogrammeeroefening met G91 incrementeel programmeren
Deze oefening voor het programmeren van een CNC-frees geeft u meer inzicht in het tekenen en hoe u de exacte coördinaat van elk tekenpunt kunt vinden. Volledig gebaseerd op het G91 incrementeel dimensioneringssysteem, zodat cnc-programmeurs/machinisten kunnen leren en begrijpen hoe G91 incrementeel programmeren werkt .
Dit programma is geschreven voor een 4-assige CNC-freesmachine, waarbij de C-as wordt gebruikt voor een draaitafel.
3-assige CNC-freesmachine kan dit programma ook uitvoeren, dus verwijder hiervoor gewoon programmablok nr. N15.
CNC-freesprogrammeeroefening
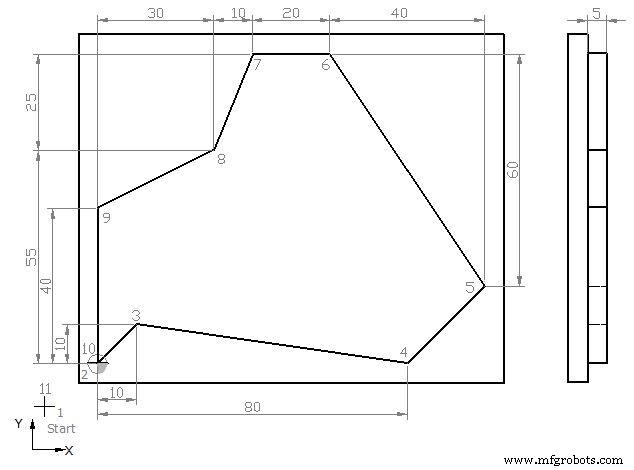
G91 Incrementele programmering CNC-freesoefening
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 ;Point 1 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 G91 X20 Y20 ;Point 2 N40 X10 Y10 ;Point 3 N45 X70 Y-10 ;Point 4 N50 X20 Y20 ;Point 5 N55 X-40 Y60 ;Point 6 N60 X-20 ;Point 7 N65 X-10 Y-25 ;Point 8 N70 X-30 Y-15 ;Point 9 N80 X0 Y-40 ;Point 10 N85 G40 G90 X-20 Y-20 ;Point 11 N90 G00 Z50 N95 Y100 N100 M30
Afgewerkt deel
Nadat het bewerkingsproces is voltooid, ziet uw taak er in 3D-weergave zo uit,
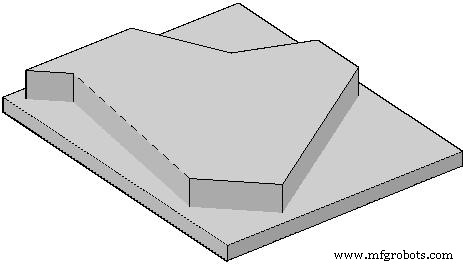
Compleet bewerkt onderdeel in 3D
Uitleg van CNC G-Code
G00:ijlgang.
G54:nulpuntverschuiving nr. 1.
G64:Continu-baanmodus.
G90:Absoluut dimensioneringssysteem.
G91:Incrementeel dimensioneringssysteem.
G17:X-Y-planselectie.
G42:Frees activering radiuscompensatie (beweging rechts)
G40:compensatie freesradius de-actief
S:spilsnelheid
F:asbeweging invoer
M:freesbeweging (3=rechtsom , 4=tegen de klok in)
D :Gereedschapsnr.
CNC machine
- CNC-boogprogrammeeroefening
- CNC freesprogrammering absoluut incrementeel G90 G91 voorbeeldcode
- G71 Boutgatboog – CNC-freesprogrammering
- G70 Boutgatcirkel - CNC-freesprogrammering
- CNC frees contourdiepboren – Fanuc subprogramma Herhaal voorbeeld
- Hust CNC-frees G90 absolute coördinaten Voorbeeld van incrementele coördinaten G91
- Fanuc G85 kottercyclus – CNC-freesprogrammering
- Sinumerik CYCLE82 Boren Verzinkboorcyclus – CNC-freesprogrammering
- Vul de lege plek in CNC-programmeeroefening Meerdere bogen
- Vul de blanco CNC-programmeerfreesoefening in
- Vul de blanco CNC-programmeeroefening in