


G41 G40 Freesradiuscompensatie Voorbeeld CNC-freesprogramma
Freesradiuscompensatie Voorbeeldprogramma laat zien hoe G41, G40 kan worden gebruikt in een cnc-freesprogramma.
Freescompensatiecode die in dit programma wordt gebruikt, is
- G41 freesradiuscompensatie links
- G40-freesradiuscompensatie Annuleren
Voorbeeld freesradiuscompensatie
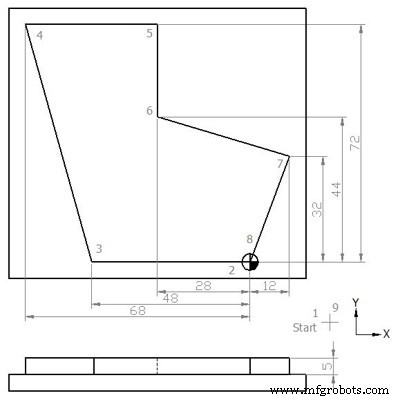
G41 G40 Frees Radius Compensatie Voorbeeld
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G41 X0 Y0 N40 X-48 N45 X-68 Y72 N50 X-28 N55 Y44 N60 X12 Y32 N65 X0 Y0 N70 G40 X20 Y-20 N75 G00 Z50 N80 Y100 N85 M30
Afgewerkt onderdeel
Nadat het bewerkingsproces is voltooid, ziet het onderdeel eruit als
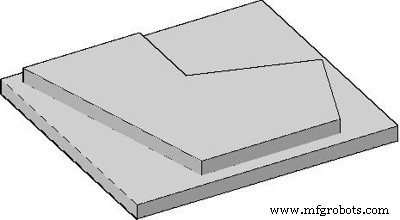
Freesradiuscompensatie Voorbeeld afgewerkt stuk
Uitleg van CNC G-Code
G00:ijlgang.
G54:nulpuntverschuiving nr. 1.
G64 :Ononderbroken baanmodus.
G90 :Absoluut dimensioneringssysteem.
G17 :Selectie X-Y-plan.
G41 :Freesradiuscompensatie activeren (beweging aan de linkerkant)
G40:Freesradiuscompensatie gedeactiveerd
S:Spiltoerental
F:Asbewegingstoevoer
M:Freesrotatie (3=met de klok mee, 4=tegen de klok in)
D :Gereedschapscorrectie nr.
CNC machine
- Fanuc CNC-programmavoorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- G84 Voorbeeld van een CNC-tapcyclus
- Hoe een volledige cirkel CNC-programma voorbeeldcode te frezen
- Sinumerik 810 CNC freesradius/afschuiningsprogramma voorbeeld
- Sinumerik 810 programmeervoorbeeld CNC-frees
- CNC-freesprogramma met G41 freesradiuscompensatie links
- Boog frezen met G2 I &J CNC-programmavoorbeeld
- Voorbeeld CNC-freesprogrammering
- CNC-freesvoorbeeldprogramma G01 G02 G03 G90 G91