


Siemens Sinumerik freesprogrammeervoorbeeld
Een heel eenvoudig voorbeeld van een cnc-freesprogramma dat cnc-machinisten het gebruik van Siemens Sinumerik-freesprogrammeerconcepten laat zien.
Dit programma is geschreven voor een 4-assige cnc-freesmachine, waarbij C wordt gebruikt voor een draaitafel.
Maar een eenvoudige cnc-freesmachine kan dit programma ook uitvoeren, verwijder gewoon programmablok N15
Sinumerik freesprogramma
Sinumerik Mill programmeervoorbeeld
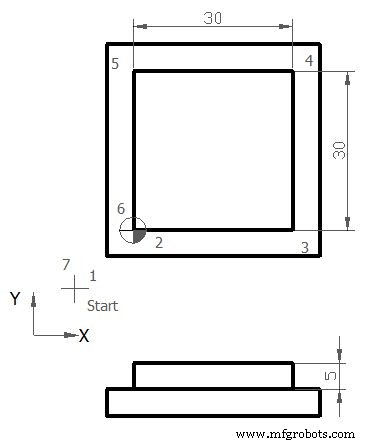
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X30 N45 Y30 N50 X0 N55 Y0 N60 G40 X-20 Y-20 N65 G00 Z50 N70 Y100 N75 M30
Afgewerkt onderdeel
Nadat de bewerking is voltooid, ziet dit afgewerkte onderdeel er zo uit
Voltooid onderdeel
Uitleg van G-code
G00 – IJlgang.
G54 – Nulpuntverschuiving nr. 1.
G64 – Baanbaanmodus.
G90 – Absoluut maatsysteem.
G17 – Selectie X-Y-plan.
G42 – Freesradiuscompensatie activeren
G40 – Freesradiuscompensatie annuleren
M03 – Freesrotatie met de klok mee
S – Spilsnelheid
F – Asbewegingsvoeding
D – Gereedschap nee
CNC machine
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- Fanuc CNC-programmavoorbeeld
- CNC draaibank programmeervoorbeeld
- CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
- Sinumerik 840D CNC-programmering
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- Voorbeeldprogramma CNC-frezen
- CNC freesmachine programmeervoorbeeld voor beginners
- Programmavoorbeeld L930 Freescirkelkamer Sinumerik 840C
- Vul de blanco CNC-programmeerfreesoefening in