Industriële fabricage
CNC machine
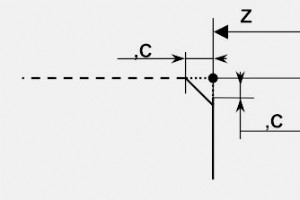
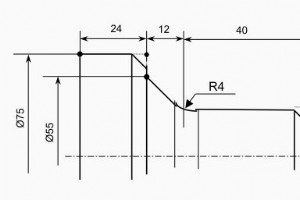
De lineaire beweging geprogrammeerd met G01 G Code kan worden gekoppeld aan de beweging van het volgende cnc-programmablok door een afschuining (C) of een radius (R). Gerelateerd: G01 Afschuining en hoekafronding, een voorbeeld van een CNC-programma G01 Afschuining programmeren De afschuining is
Voor een korte beschrijving van hoe afschuining en hoekradius worden geprogrammeerd met G01 G-code, lees het volgende cnc-programmeerartikelAfschuining en radiusprogrammering met G01 G-code. U kunt andere cnc-voorbeeldprogramma-artikelen lezen, deze cnc-programmeerartikelen zijn een goede cnc-progr
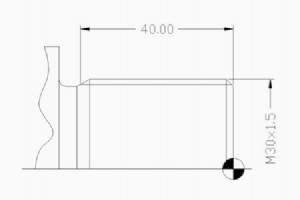
Fanuc Serie 21i 18i 16i Draadsnijden met G76 Draadsnijcyclus Fanuc G76-cyclus kan worden gebruikt voor uitwendig en inwendig draadsnijden.Fanuc-serie 21i 18i 16i cnc-besturingen gebruiken twee programmablokformaten van G76-draadsnijcyclus. Voor een voorbeeld van intern draadsnijden met G76 op Fanu
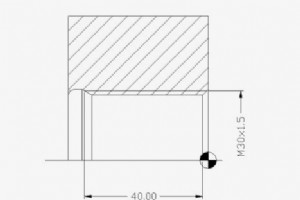
CNC-programma voor inwendig draadsnijden met G76-draadsnijcyclus op fanuc-besturingen 21i/18i/16i. Voor een voorbeeld van uitwendige draadsnijden met G76-draadsnijcyclus leest u Extern draadsnijden met G76-draadsnijcyclus op Fanuc 21i 18i 16i CNC Fanuc 21i/18i/16i gebruiken twee blokformaten van d
Run Stop Jog Continue (RSJC) is een cnc-besturingsfunctie die beschikbaar is op Haas-freesmachines en -draaibanken. Haas Run Stop Jog Continue (RSJC) Overzicht Met RSJC kunt u een lopend programma stoppen, weglopen van het onderdeel en vervolgens de uitvoering van het programma hervatten. Zodra het
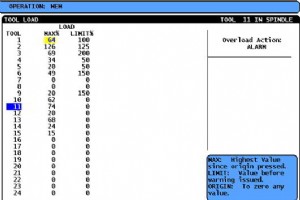
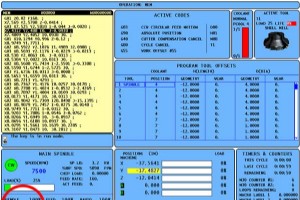
Gereedschapsbelasting bewaken op Haas CNC Haas cnc-besturing heeft een voorziening voor het bewaken van de gereedschapsbelasting (spindelbelasting), waardoor de cnc-operator een belastingslimiet voor elk gereedschap kan instellen, te vinden in het scherm Huidige opdrachten en op pagina omlaag te dr

CNC stijf tappen De meeste CNC-bewerkingsmachines bieden nu standaard de mogelijkheid om stevig te tappen. Tijdens star tappen worden de spilrotatie en voeding van de machine gesynchroniseerd om overeen te komen met een specifieke schroefdraadspoed, aangezien de vast gemonteerde tap snel in en uit

G-codes worden ook voorbereidende codes (voorbereidende functies) genoemd. Volledige CNC G-codelijst Volledige G-codelijst Lijst met G-codes die vaak worden aangetroffen op Fanuc en vergelijkbaar ontworpen CNC-besturingen G-code Groep Functie A B C G00 G00 G00 01 Positionering (ijlgang) G01 G01

HAAS CNC-draaibank Diverse functies Haas CNC-draaibank M-codes M-Code Beschrijving M00 Programmastop – Modaal M01 Optionele programmastop – Modaal M02 Programma-einde – Modaal M03 Spindel vooruit (S) – Modaal M04 Spindel op achteruit (S) – Modaal M05 Spilstop – Modaal M08 Koelvloeistof aan
HAAS CNC-draaibank voorbereidende functies Haas CNC-draaibank G-codes G00 Snelle positiebewegingG01 Lineaire interpolatiebeweging OF Lineaire beweging, afschuining en hoekafronding – modaalG02 CW circulatie-interpolatiebeweging – modaalG03 CCW cirkelvormige interpolati
Fanuc G94 één doorgang gerichte cyclus Fanuc G94 G-code wordt gebruikt voor ruw vlakken. Fanuc G94-vlakcyclus wordt gebruikt voor eenvoudig vlakken (one-pass facing), maar meerdere passages zijn mogelijk door de Z-aslocatie van extra passages te specificeren. Gerelateerd: Fanuc G72 gerichte ingeb

M19 spiloriëntatie M19 Spindeloriëntatie. M19 M-code stopt de spil in een gedefinieerde hoekpositie. Gebruik van spiloriëntatie De spiloriëntatie wordt normaal gesproken gebruikt voor freesbewerkingen (live tooling) op een cnc-draaibank. Hoofdspil en subspil kunnen worden georiënteerd om onregelm
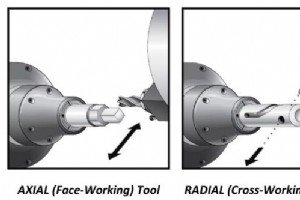
CNC-draaibank Live Tooling-definitie Met de live tooling-optie van de cnc-draaibank kunt u axiaal of radiaal aangedreven gereedschappen aandrijven om secundaire bewerkingen uit te voeren, zoals boren of tappen, zowel op het oppervlak van het onderdeel als rond de diameter. De hoofdspil biedt indexe
Live Tooling draaibankprogrammering Dit is een programmeervoorbeeld van een live tooling draaibank die het gebruik van aangedreven gereedschap (live tooling) en spiloriëntatie op een Haas cnc-draaimachine laat zien. Lees voor een korte introductie van live tooling en gerelateerde M-codes op Haas c
Live Tooling draaibankprogrammering Dit is een programmeervoorbeeld van een live tooling draaibank die het gebruik van aangedreven gereedschap (live tooling) en spiloriëntatie op een Haas cnc-draaimachine laat zien. Lees voor een korte introductie van live tooling en gerelateerde M-codes op Haas c

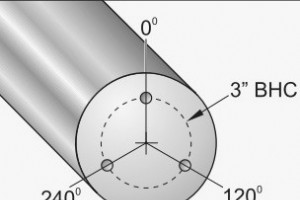
Live tooling draaibankprogrammering met C-as Dit is een programmeervoorbeeld van een live tooling-draaibank die het gebruik van aangedreven gereedschap (live tooling) en C-as op een Haas cnc-draaimachine laat zien. Lees voor een korte introductie van live tooling en gerelateerde M-codes op Haas cn
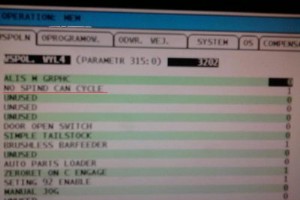
Haas CNC-cycli G81, G82, G83, G85, G89, G95 met aangedreven gereedschappen Voordat u G81, G82, G83, G85, G89, G95 voorgeprogrammeerde cycli met vlak of axiaal onder spanning staand gereedschap gebruikt, moet u ervoor zorgen dat de haas cnc-parameters 315 bit 1 (NO SPINDLE CAN CYCLE) correct zijn in
CNC G01 A... Hoekprogrammering Bij gebruik van G1 (G01) G-code instructies en het einde van de beweging coördinaten X en/of Z, naast radii (G01 R…) of afschuiningen (G01 C…) op eindpunten, kan de programmeur de bewegingshoek aangeven (G01 A…). Voor een korte beschrijving van hoe afschuining en ho
Voeding per omwenteling (G95) G95 Voer per omwenteling G95 (Feed Per Revolution) is een modale G-code die de besturing instrueert om invoercommandos te interpreteren als mm per omwenteling (mm/rev) of inches per omwenteling van de spil. G01 F0.02 de bovenstaande cnc-programmacode zou ervoor zorg

Voeding per minuut (G94) G94 G-code is een modale G-code. G94 instrueert de besturing om feed-opdrachten te interpreteren als inch/minuut of mm/minuut voor lineaire bewegingen. graden/minuut voor roterende bewegingen. inch/minuut of mm/minuut voor een combinatie van lineaire en roterende beweginge
CNC machine