


Programmeercode live gereedschapsdraaibank – spiloriëntatie Haas CNC
Live Tooling draaibankprogrammering
Dit is een programmeervoorbeeld van een live tooling draaibank die het gebruik van aangedreven gereedschap (live tooling) en spiloriëntatie op een Haas cnc-draaimachine laat zien.
Lees voor een korte introductie van live tooling en gerelateerde M-codes op Haas cnc-draaimachine
Voorbeeldcode van Live Tooling-programma
Voor hetzelfde cnc-programmavoorbeeld dat de C-as gebruikt voor spilbesturing, lees C-Axis draaibankprogrammeervoorbeeld met Live Tooling op Haas CNC
CNC-spiloriëntatie M19 Haas CNC-programmavoorbeeld
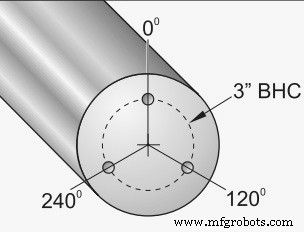
O0050 N10 T101 N15 G54 N20 G00 X3.0 Z0.1 N25 G98 N30 M19 P0 N35 M14 N40 M133 P2000 N45 G01 Z-0.5 F40.0 N50 G00 Z0.1 N55 M19 P120 N60 M14 N65 G01 Z-0.5 N70 G00 Z0.1 N75 M19 P240 N80 M14 N85 G01 Z-0.5 N90 G00 Z0.1 N95 M15
Uitleg CNC-programmacode
N25 G98 Voeding per minuut.
G98 Voeding per minuut wordt in dit programma gebruikt in plaats van G99 voeding per spilomwenteling, omdat bij de meeste live gereedschappen code G98 (voeding per minuut) wordt gebruikt omdat de spil niet met een hoog toerental draait .
N30 M19 P0 Spiloriënteren.
Met de optie Spiloriëntatie M19 kan de spil worden gepositioneerd in een specifieke geprogrammeerde hoek, lees voor meer informatie M19 Spiloriëntatie – M119 Subspiloriëntatie.
N35 M14 Klem de hoofdspil vast of schakelt de spilrem in.
N40 M133 P2000 Live gereedschap inschakelen 2000 tpm vooruit.
N95 M15 Zet de hoofdspilrem uit.
CNC machine
- Verticale CNC-draaibank met één spindel
- CNC-draaibank voor grote werkstukken
- CNC-programmeertalen - G-code en M-code
- CNC G-code introductie
- CNC-programmeervoorbeeld draaibank
- CNC draaibank programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- Haas CNC draaibank handleiding gratis downloaden
- CNC-programmeervoorbeeld G-code G02 Circulaire interpolatie met de klok mee
- CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering