


Haas CNC-parameters Live Tooling met G81, G82, G83, G85, G89, G95 cycli
Haas CNC-cycli G81, G82, G83, G85, G89, G95 met aangedreven gereedschappen
Voordat u G81, G82, G83, G85, G89, G95 voorgeprogrammeerde cycli met vlak of axiaal onder spanning staand gereedschap gebruikt, moet u ervoor zorgen dat de haas cnc-parameters 315 bit 1 (NO SPINDLE CAN CYCLE) correct zijn ingesteld.
Haas parameter 315 GEMEENSCHAPPELIJKE SCHAKELAAR 4 – Haas draaibank
Haas CNC-parameter 315 bit 1 (GEEN SPIND KAN CYCLUS)
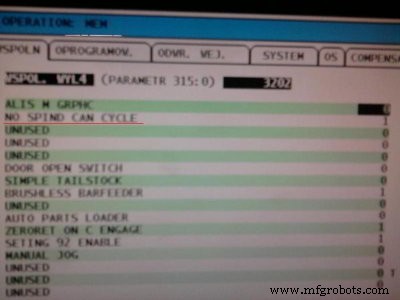
Haas CNC-parameter 315 bit 1
Haas CNC-draaibankparameter 315 bit 1 ingesteld op 1
Als parameter 315 bit 1 van de Haas cnc-draaibank is ingesteld op 1, wordt de hoofdspil niet geactiveerd tijdens een voorgeprogrammeerde cyclus.
Haas CNC-draaibankparameter 315 bit 1 ingesteld op 0
Als parameter 315 bit 1 van de Haas cnc-draaibank is ingesteld op 0, werkt de voorgeprogrammeerde cyclus op de gebruikelijke manier door de hoofdspil te draaien.
CNC machine
- maanden problemen met CNC-machines
- Verbeter de werking van de CNC-router met behulp van gereedschapstechnieken
- Een handboek over het maken van CNC-vormen
- Geld verdienen met CNC-router
- CNC-houtfrees - met verbluffende toepassingen
- Haas Tooling gebruiken met Fusion 360
- Voorbewerken optimaliseren met spaanbrekergereedschap
- CNC Turning Center-functies Live Tooling-mogelijkheden
- G81 C-as
- Tappen van diepe gaten met spaanbreken of kloptappen op Haas CNC
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld