


Voorbeeld van C-as draaibankprogrammering met Live Tooling op Haas CNC
Live tooling draaibankprogrammering met C-as
Dit is een programmeervoorbeeld van een live tooling-draaibank die het gebruik van aangedreven gereedschap (live tooling) en C-as op een Haas cnc-draaimachine laat zien.
Lees voor een korte introductie van live tooling en gerelateerde M-codes op Haas cnc-draaimachine
Dit cnc-programmavoorbeeld bestuurt de hoofdspil met C-as-opdrachten, maar hetzelfde programmavoorbeeld dat spiloriëntatie M19 gebruikt, is hier te vinden
Live Tooling draaibankprogrammeercode - spiloriëntatie Haas CNC
Voorbeeld van C-as draaibankprogrammering
Programmeervoorbeeld C-as draaibank met Live Tooling
O0050 N10 T101 N15 G54 N20 G00 X3.0 Z0.1 N25 G98 N30 M154 N35 C0 N40 M133 P2000 N45 G01 Z-0.5 F40.0 N50 G00 Z0.1 N55 C120 N60 G01 Z-0.5 N65 G00 Z0.1 N70 C240 N75 G01 Z-0.5 N80 G00 Z0.1 N85 M155 N90 M135
Uitleg CNC-code
N25 G98 Voer per minuut.
N30 M154 C-as inschakelen.
N85 M155 C-as uitschakelen.
Deze codes schakelen de motor van de C-as in en uit.
De C-as biedt zeer nauwkeurige bi- directionele spilbeweging die volledig is geïnterpoleerd met X- en/of Z-beweging.
N40 M133 P2000 Live gereedschap inschakelen 2000 tpm vooruit.
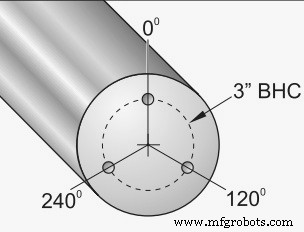
N35 C0
N55 C120
N70 C240
C-as commando's draaien hoofdspil 0,120,240 graden.
N90 M135 Live Tool Aandrijfstop
CNC machine
- Draaibank Met CNC
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- CNC draaibank programmeervoorbeeld
- Fanuc G21 Meten in millimeter met CNC-draaibank Programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
- G81 C-as
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering
- Basisprincipes van CNC-programmeren – Tutorials met voorbeeldprogrammacode