


Intrekkingen:configuratie en optimalisatie
Tijdens het printen duwt de extruder het filament in de hotend, waar het wordt gesmolten en geëxtrudeerd door de opening van het mondstuk. Tijdens dit proces ontstaat er druk in het mondstuk waardoor het plastic door het mondstuk naar buiten wordt geperst.
Zodra de extruder stopt met het trekken aan het filament, blijft de druk in het mondstuk behouden, waardoor er een kleine hoeveelheid gesmolten plastic naar buiten blijft stromen totdat de druk binnen en buiten het mondstuk gelijk is.
Dit fenomeen zorgt ervoor dat er een kleine hoeveelheid materiaal naar buiten blijft komen tijdens verplaatsingsbewegingen waarbij geen materiaal geëxtrudeerd mag worden . Hierdoor verschijnen er kleine druppeltjes en fijne draden op het oppervlak van het onderdeel.
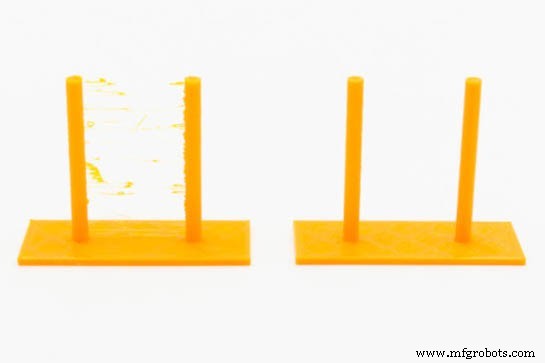
Afbeelding 1:Effect van een slechte krimpconfiguratie (links) en een correcte configuratie (rechts) Bron:Filament2print
Om dit te voorkomen, gebruiken FFF 3D-printers een mechanisme dat intrekking wordt genoemd. Voordat een verplaatsingsbeweging wordt uitgevoerd, trekt de extruder een kleine hoeveelheid filament terug, waardoor de druk in het mondstuk wordt opgeheven. Wanneer de verplaatsingsbeweging eindigt en een extrusiebeweging begint, duwt de extruder nog een kleine hoeveelheid filament terug totdat de nozzle gevuld is en de druk in de nozzle is hersteld.
Om de afdrukkwaliteit maximaal te optimaliseren, is het erg belangrijk om de terugtrekparameters voor elk materiaal in te stellen.
Krimpingsparameters
De basiskrimpparameters zijn:
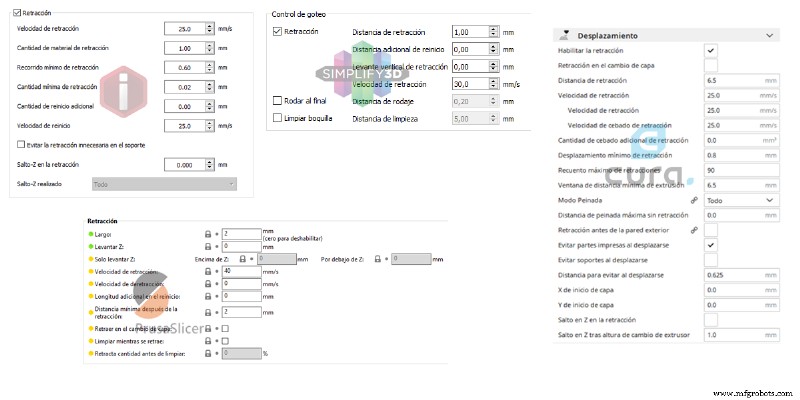
Afbeelding 2:Krimpconfiguratiegedeelte in verschillende lamineersoftware. Bron:Filament2print
Naast deze basisparameters zijn er andere die de kwaliteit van het stuk beïnvloeden:
Niet alle software bevat al deze parameters, en sommige van deze parameters gedragen zich mogelijk anders van de ene software tot de andere. Alvorens de waarden van de intrekparameters te wijzigen, moet de softwarehandleiding worden geraadpleegd om te begrijpen hoe elk van hen zich gedraagt.
De krimpparameters kalibreren
Omdat er meerdere parameters zijn, is het complex om op een eenvoudige manier een geschikte combinatie te verkrijgen. Hiervoor zal het nodig zijn om meerdere tests in fasen uit te voeren totdat de juiste waarden zijn verkregen. Het zal nodig zijn om de krimpparameters voor elk materiaal afzonderlijk aan te passen, en hiervoor moeten we vooraf de juiste druktemperatuur voor elk materiaal hebben bepaald.
Allereerst moeten de juiste terugtrekafstand en terugtreksnelheid worden verkregen, dus de rest van de parameters moeten gedeactiveerd blijven of met hun vooraf ingestelde waarden.
De optimale waarden voor terugtreksnelheid en terugtrekafstand zijn de laagste waarden die het verschijnen van schroefdraad tijdens de verplaatsingsbewegingen vermijden. De volgende stappen worden genomen om deze waarden te bepalen:
In ieder geval mogen afstanden van niet meer dan 3 mm worden gebruikt voor directe extruders en niet meer dan 5% van de buislengte voor bowden-systemen. Als het niet mogelijk is om binnen dit bereik een acceptabel resultaat te verkrijgen, moet de krimpsnelheid worden verhoogd met 5 mm/s en moet het proces worden herhaald . Het wordt afgeraden om krimpsnelheden van meer dan 40 mm/s te gebruiken, dus als er na het bereiken nog steeds geen bevredigend resultaat wordt bereikt, moet de combinatie worden gekozen die de beste resultaten geeft.
Bij sommige printers en filamenten is het misschien niet mogelijk om de draden volledig te verwijderen, zelfs niet met de beste combinatie van snelheid en krimpafstand . In deze gevallen is het raadzaam om andere functies te activeren, zoals "Z-lift", "Reinigen tijdens inschuiven", "Inlopen" of "Nozzle-reiniging" , wat zal helpen garens te minimaliseren of te elimineren.
Problemen die verband houden met slechte intrekinstellingen
De gevolgen van te hoge of te lage waarden van de krimpparameters zijn heel verschillend. Hoewel te lage waarden van terugtreksnelheid en terugtrekafstand puur esthetische gevolgen hebben (het verschijnen van draden en druppels op de onderdelen), leidt het instellen van te hoge waarden vaak tot vastlopen in de heatbreak. Dit komt omdat als het terugtrekken te lang duurt, de gesmolten punt van het filament de koude zone van de heatbreak zal bereiken, uitzetten en blokkeren.
Als na het instellen van de retracties vastlopen optreedt, vooral bij lange afdrukken, moet de retractieafstand iets worden verkleind.
3d printen
- Python-variabelen, constanten en literalen
- Kosten en geschatte vervangingswaarde
- Faaltrends en de waarde van selectief upgraden
- Trouw aan vorm:de waarde van metaalspinnen en hydrovormen
- Premium ontmoet functionaliteit en waarde:Accupro HS-serie
- Beoordelingsproces voor machines en apparatuur
- SIGRABOND® Chemical CFRP voor componenten en samenstellingen
- SIGRABOND® Chemical CFRC voor componenten en samenstellingen
- DIN 1.5217 gedoofd en gehard
- SEW 395 Grade G-X120Mn13 oplossing warmtebehandeld en geblust
- UGI® HT286 gegloeid en koudgetrokken