


CNC-draaibank Live Tooling Definitie en gerelateerde Haas CNC M-codes
CNC-draaibank Live Tooling-definitie
Met de live tooling-optie van de cnc-draaibank kunt u axiaal of radiaal aangedreven gereedschappen aandrijven om secundaire bewerkingen uit te voeren, zoals boren of tappen, zowel op het oppervlak van het onderdeel als rond de diameter. De hoofdspil biedt indexering in nauwkeurige stappen voor positionering van onderdelen en herhaalbaarheid.
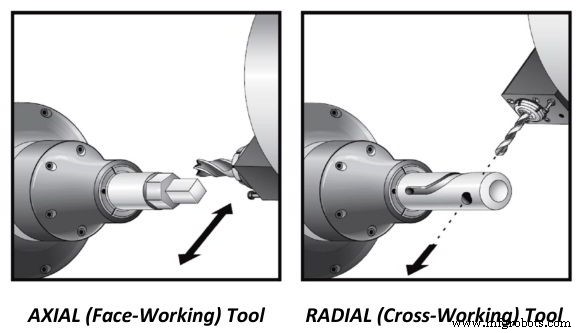
cnc-draaibank onder spanning staande gereedschappen axiaal en radiaal
Voordat live tooling op een cnc-draaibank kan worden gebruikt, moet de cnc-draaibank worden voorbereid op live tooling.
bijvoorbeeld
Haas CNC-draaibank Live Tooling M-codes
Hieronder volgen de M-codes die het meest worden gebruikt bij het gebruik van live tooling op een haas cnc-draaibank.
M133 Live Tool rijdt vooruit
Schakelt de actieve gereedschapsmotor in op een (PXXXX)rpm, bijvoorbeeld
M133 P1000
het bovenstaande cnc-programma schakelt live tooling vooruit tot 1000 tpm.
Wanneer de live tooling is ingeschakeld, draait de live tool-motor langzaam gedurende enkele milliseconden om de kasteelversnelling in te schakelen.

CNC-draaibank Live Tooling
M134 Live Tool Aandrijving Achteruit
Schakelt de draaiende gereedschapsmotor in tegengestelde richting naar een (PXXXX)rpm, bijvoorbeeld
M134 P1000
het bovenstaande cnc-programma schakelt live tooling achteruit in op 1000 tpm.
M135 Live Tool Aandrijfstop
M135 stopt de actieve tool.
M14 Hoofdspil vastklemmen/M15 Hoofdspindel losmaken
M14 klemt de hoofdspil vast of schakelt de spilrem in.
M15 ontgrendelt of schakelt de spilrem uit. De spil zal automatisch ontspannen wanneer een gereedschapswissel wordt opgedragen of wanneer een nieuwe spilsnelheid wordt opgedragen. Ook wanneer RESET wordt ingedrukt, zal de spil ontspannen.
M19 spil oriënteren
Met de optie Spiloriëntatie kan de spil worden gepositioneerd in een specifieke, geprogrammeerde hoek.
M19 oriënteert de spil naar de nulpositie. Een waarde van P of R met M19 wordt gebruikt om de spil naar een specifieke positie te oriënteren (in graden).
M119 zal de secundaire spil oriënteren.
Lees M19 spiloriëntatie – M119 subspiloriëntatie.
Voor een voorbeeld van een cnc-programma dat M19-spiloriëntatie gebruikt, lees Live Tooling Draaibank Programmeercode - Spiloriëntatie Haas CNC
M154 C-as inschakelen / M155 C-as uitschakelen
M154 C-Axis Inschakelen
M155 C-Axis Uitschakelen
Deze codes schakelen de C-asmotor in en uit.
De C-as biedt zeer nauwkeurige bidirectionele spindelbeweging die is volledig geïnterpoleerd met X- en/of Z-beweging. Er kunnen spilsnelheden van 0,01 tot 60 tpm worden ingesteld.
Voor een C-as cnc programmavoorbeeld lees C-Axis draaibank programmeervoorbeeld met Live Tooling op Haas CNC
CNC machine
- CNC-gereedschapsbasis voor beter zagen en snijden van hout
- Verticale CNC-draaibank met één spindel
- CNC-draaibank biedt hoge axiale en radiale belastingscapaciteiten
- CNC-draaibank voor grote werkstukken
- Haas ST-10Y CNC-draaicentrum met Y-as en kleine voetafdruk
- Haas CNC draaibank handleiding gratis downloaden
- Draadreparatie met intuïtief programmeersysteem op Haas CNC-draaibank
- Haas CNC aansluiten op pc en laptop
- Gereedschap terugtrekken en herstellen - Definitie van CNC-woordenboek
- G-codes en M-codes voor CNC-machines – CNC-frezen en -draaibank
- Bosch CC 100 M G-codes en M-codes