Industriële fabricage
CNC machine

Haas instel- en bedrijfsmodi zijn sleutelschakelaar-toevoegingen aan de Haas-besturing die een extra laag veiligheid en functionaliteit bieden.Geïntroduceerd in hun machinelijn van 2011, moesten de meeste machinisten een nieuwe toevoeging aan een vertrouwde besturing leren. Haas installatie- en ui

Hurco Mill G-codelijst voor CNC-bewerkers die werken aan Hurco CNC-freesmachines. Hurco CNC zijn geavanceerde CNC-bewerkingsmachines, waaronder bewerkingscentra, draaicentra en 5-assige machines, allemaal met de WinMax cnc-besturing. Hurco VMX30U 5-assig bewerkingscentrum Hurco-handleidingen down

G-codelijst voor Hurco Turning Centers (Dual-screen en Max Consoles). Hurco draaibank G-code lijst geeft ook aan welke Hurco G-codes Modaal zijn en welke niet-modaal. Hurco draaicentrum Hurco-handleidingen gratis te downloaden Hurco-programmeerhandleidingen kunnen gratis worden gedownload van de
De G82-boorcyclus met stilstand kan worden gebruikt voor normaal boren waarbij de bodem van het gat nauwkeuriger moet worden bewerkt. Anders, als u alleen een boorcyclus wilt zonder een verblijftijd op de bodem van het gat, bespaart de G81-boorcyclus u veel tijd. Hieronder volgt een cnc-programmee
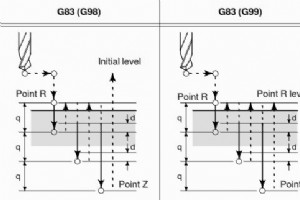
G83 Peck Drilling Cycle G-code is modaal, zodat deze elke X- en/of Y-asbeweging wordt geactiveerd en snel naar die positie zal gaan en vervolgens ervoor zorgt dat deze voorgeprogrammeerde cyclus (Boren) opnieuw wordt uitgevoerd, totdat deze wordt geannuleerd (G80) . G83 Deep Hole Peck Drilling Cycle
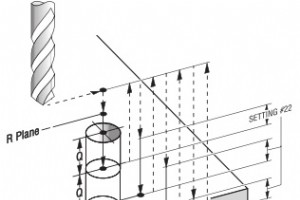
G83 Deep Hole Peck Drilling Voorgeprogrammeerde Cyclus Uitleg G83 Peck Drilling Cycle G-code is modaal, zodat deze elke X- en/of Y-asbeweging wordt geactiveerd en snel naar die positie zal gaan en vervolgens ervoor zorgt dat deze voorgeprogrammeerde cyclus (Boren) opnieuw wordt uitgevoerd, totdat d
CNC-programmeervoorbeeldcode voor de G83 Peck Drilling Cycle. G83 diepgat-pikboorcyclus maakt het boren van diepe gaten een fluitje van een cent. Net als bij de G81-boorcyclus kunt u eenvoudig en snel boren. Maar G83 pikboren vanwege zijn specialiteit van pikken gooit de spanen weg na elke snede o
Haas CNC-bewerkingscentra maken het mogelijk om rigide tapbewerkingen met nauwkeurigheid te herhalen. De standaard G84-tapcyclus kan dus worden gebruikt voor het herhaaldelijk tappen van hetzelfde gat of meerdere gaten. Op deze manier kan de G84-tapcyclus worden herhaald voor hetzelfde gat met ope
G84-tapcyclus is een van de meest gebruikte functies van CNC-bewerkingscentra. Dit voorbeeldprogramma voor de G84-tapcyclus illustreert het gebruik van tappen op een gemakkelijk te begrijpen manier. De G84-tikcyclus is een modale G-code, dus wordt geannuleerd met G80, anders wordt de tikbewerking

De online productcatalogus van Sandvik Coromant is gewoon geen online tooling en wisselplaatgerelateerde gegevens, maar het is meer dan dat. De Sandvik Coromant Online Catalog-website heeft ook gratis invoer-, snelheids- en snijgegevenscalculators (module voor snijgegevensaanbevelingen of snijgegev

G74 Omgekeerde tapcyclus Genoemd met vele namen zoals G74 Linker tapcyclus, G74 Omgekeerde tapcyclus, G74 Teller tapcyclus enz. Maar werkt zoals de G84 tapcyclus werkt.Zoals de G84 tapcyclus is alleen voor rechtshandig tappen, dus cnc-bewerkers kunnen linkshandig tappen met de G74-tapcyclus. Prog
Hier is nog een voorbeeld van een G81-boorcyclusprogrammering dat het gebruik van herhaald boren in de G91-modus voor incrementele programmering illustreert. Een ander voorbeeld van een CNC-programma is hier G81 boorcyclus – Herhaal boren in G91 incrementele modus Voorbeeldcode Herhaal het boren me
CNC-machinewerkplaatsen behandelen verschillende componenten, natuurlijk programmeren en bewerken cnc-machinisten deze.Maar een cnc-machinist moet ook nieuwe en economische manieren begrijpen en oefenen om een component te bewerken. Het volgende cnc-programmeervoorbeeld kan op verschillende manie
PCD-boren – DE VOLGENDE STAP VOOR SAMENGESTELDE MATERIALEN Met de PCD boorseries CX1 en CX2 zet Seco tools de volgende stap in de ontwikkeling van gereedschappen voor het bewerken van composietmaterialen. De nieuwe PCD-technologie verbetert de standtijd, productiviteit en gatkwaliteit (de speciale

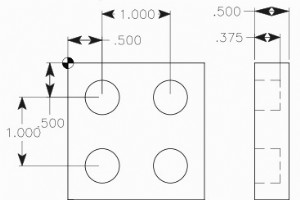
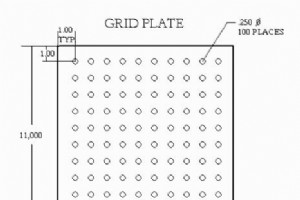
Wil je in een cirkel boren of tappen, maar weet je alleen de straal van de cirkel en het aantal gaten. G70 Boutgatcirkel Maak je dan geen zorgen G70 Bolt Hole Circle doet alle wiskunde zelf voor je. De G70 Boutgatcirkelcyclus werkt met G73, G74, G76, G77 en G81 – G89. G70 behoort tot groep nul
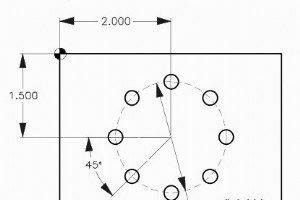
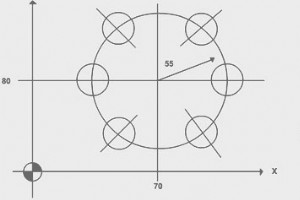
G70 Bolt Hole Circle-opdracht maakt het gemakkelijk om op gelijke afstanden in een cirkel te boren/tappen/boren.Het is niet nodig om elke positie van het gat te kennen of te berekenen.U hoeft alleen de radius te weten van de cirkel, Starthoek van het eerste gat en Totaal aantal gaten. G70 Bolt Hole
Het volgende cnc-voorbeeldprogramma illustreert het gebruik van G83 Peck Drilling Cycle met G70 Bolt Hole Circle G-code om gelijkmatig verdeelde diepe boren in een cirkel te bewerken. Hoewel de G70 Boutgatcirkelcyclus werkt met G73, G74, G76, G77 en G81 – G89.Gerelateerd: G70 Boutgatcirkel - CNC-f
G-code G70 boutgatcirkel (voorgeprogrammeerde cyclus) is zeer eenvoudig te programmeren vanwege het kleine aantal parameters. G70 boutgatcirkelparameters spreken voor zich, maar dit cnc-programmeervoorbeeld legt de nadruk op de starthoekparameter (G70 J). G70 Starthoekparameter J – Dit is de waard
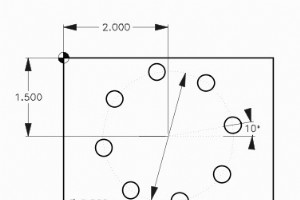
Net als bij de G70 Bolt Hole Circle kunnen cnc-machinisten boren/tappen/boren met gelijkmatig verdeelde gaten in een cirkel bewerken, op dezelfde manier waarop je soms gaten met gelijkmatige afstanden in een boog moet boren/tappen/boren, dus komt G71 Bolt Hole Arc haas cnc opdracht. G71 Boutgatboo
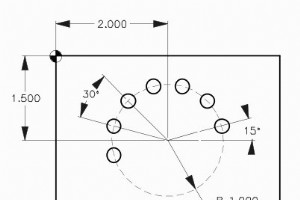
CNC-programmavoorbeeldcode voor het G71 Bolt Hole Arc-commando. G71-boogopdracht voor boutgat maakt het gemakkelijk om gelijkmatig verdeelde gaten in een boog te boren/tappen/boren. Voorgeprogrammeerde cycli G73, G74, G76, G77 of G81-G89 kunnen worden gebruikt met G71 boutgatboog G-code. G71-boogf
CNC machine