


Stijf tappen op Sinumerik 840D/810D met G331 G332
CNC stijf tappen
De meeste CNC-bewerkingsmachines bieden nu standaard de mogelijkheid om stevig te tappen. Tijdens star tappen worden de spilrotatie en voeding van de machine gesynchroniseerd om overeen te komen met een specifieke schroefdraadspoed, aangezien de vast gemonteerde tap snel in en uit een gat wordt gedreven.

Stijf tikken
Stijf tappen op Sinumerik 840D/810D met G331/G332
Op Sinumerik 840D / Sinumerik 810D wordt star tappen gedaan met G331/G332 G-codes.
G331 Tappen
G332 Tappen met terugtrekking. De spil verandert automatisch van draairichting.
Programmeren
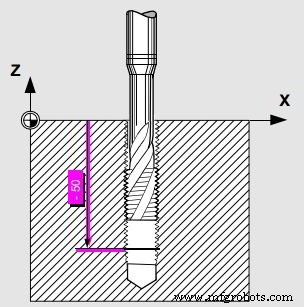
N50 G331 Z-50 K2 S500 N60 G332 Z5 K2
Stijf tappen op Sinumerik 840D 810D met G331 G332
G331 Tikken
X, Y, Z:eindpunt schroefdraad
I, J, K:schroefdraadspoed. Positieve draad (bijv. K4) rechtse schroefdraad, negatieve draad (bijv. K-4) linkse draad.
G332 Tikken met terugtrekken.
De spil verandert automatisch van draairichting
X, Y, Z :Eindpunt draadterugtrekking.
I, J, K :Draadspoed. Positieve draad (bijv. K4) rechtse schroefdraad, negatieve draad (bijv. K-4) linkse draad.
Voor deze functie moet de spil zijn uitgerust met een pulsgenerator.
CNC machine
- Draadfrezen versus tappen
- Sinumerik 840D Systeemvariabelen Naamgevingstips
- SINUMERIK 840D Programmeren WHILE Loop gebruik
- Sinumerik 840D systeemvariabele $AA_IM voor huidige aspositie
- Siemens Sinumerik 840D Draadsnijcyclus CYCLE97
- Sinumerik 840D CNC-programmering
- Sinumerik 840D systeemvariabele $P_SEARCH voor blokzoekopdracht
- Sinumerik 840D Gereedschapsgegevens Systeemvariabele $TC_DP
- Gratis download SINUMERIK 808D op pc
- Tappen van diepe gaten met spaanbreken of kloptappen op Haas CNC
- Siemens Sinumerik 808D Handleidingen