


Haas hoekafronding en afschuiningsprogramma Voorbeeld
Aanleveren door:CNC-programmeur
Samenvatting
Haas hoekafronding en afschuining
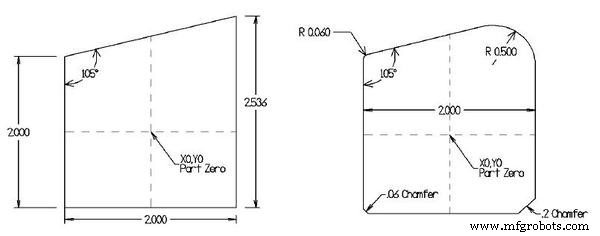
Voor afschuiningen wordt C met de aangegeven lengte van de afschuining gebruikt.
Voor radii a wordt R met de grootte van de aangegeven radius gebruikt.
Het afschuinings- of hoekafrondingsblok kan worden ingevoegd tussen twee lineaire of G01-blokken. Deze twee blokken specificeren een hoek van het snijpunt van de twee lineaire zetten.
Tekening/Afbeelding
CNC-programma
O00025 T2 M06 (.5 END MILL) (D=.5) G00 G90 G54 X-1.5 Y0 S5000 M03 G43 H02 Z1. M08 G01 Z-0.5 F80. G01 G41 D02 Y-0.5 F80. G03 X-1. Y0 R0.5 F50. G01 Y1. ,R0.06 G01 X1. Y1.5359 ,R0.5 G01 Y-1. ,C0.2 G01 X-1. ,C0.06 G01 Y0 G03 X-1.5 Y0.5 R0.5 G01 G40 Y0 G00 G90 Z0.1 M09 G53 Z0 M30
CNC machine
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
- Haas G71 voorbeeldprogramma
- G01 Afschuining en hoekafronding, een voorbeeld van een CNC-programma
- Voorbeeld programma voor afschuining en radius met G01
- Haas CNC G71 Bolt Hole Arc Command Voorbeeldprogramma
- Herhaal het boren met de G81-boorcyclus en het G91-voorbeeldprogramma
- Haas M98 subprogramma-oproep met basisvoorbeeldcode
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld
- Haas G72 Type I Rough en G70 Finish Facing Cycle Program Voorbeeld – Fanuc-compatibel