


Fanuc G15 G16 Einde/begin interpolatie van poolcoördinaten
G15 Interpolatie van poolcoördinaten beëindigen
G15 Interpolatie van poolcoördinaten beëindigen
Programmeren
G15
G16 Begin poolcoördinateninterpolatie
G16 Start poolcoördinateninterpolatie
Programmeren
G16
Tussen G16 en G15 kunnen punten worden gedefinieerd door poolcoördinaten.
De selectie van het vlak waarin poolcoördinaten kunnen worden geprogrammeerd, vindt plaats met G17 – G19.
Met het adres van de eerste as wordt de radius geprogrammeerd,
met het adres van de tweede as wordt de hoek geprogrammeerd,
beide gerelateerd aan het werkstuknulpunt.
Voorbeeld
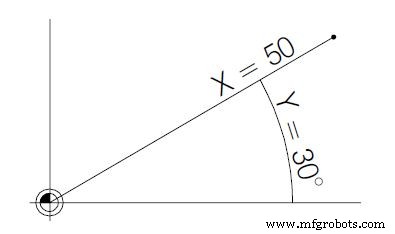
N75 G17 G16 N80 G01 X50 Z30 first axis: radius X=50 second axis: angle Y=30
CNC machine
- Ontwerpen voor duurzaamheid:begin met het einde voor ogen
- G-codelijst voltooien
- Fanuc G68 Coördinaten Rotatie Programma Voorbeeld
- Fanuc G68 coördinatenrotatie
- Fanuc Subprogramma Voorbeeld
- Fanuc Dwell G04 Commando
- Fanuc circulaire interpolatie G02 G-code voorbeeld
- Fanuc 21 alarmcodes
- Circulaire interpolatieprogrammering Voorbeeld 2
- Fanuc G04 Dwell
- Fanuc G-codelijst