


G81 boorcyclus G83 Klopboren met G98 G99 voorbeeldprogramma
Een compleet cnc-onderdeelprogramma dat laat zien hoe G98 en G99 (retourniveau ingeblikte cyclus) werken met de G81-boorcyclus en de G83-klopboorcyclus voor het boren van een component met verschillende hoogtes.
G98 G99 Samenvatting
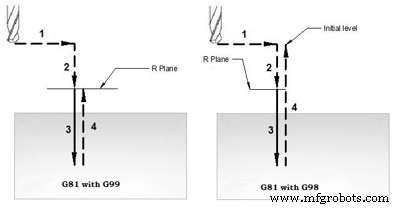
G98 en G99 zijn modale commando's die de manier wijzigen waarop standaardcycli (G81, G83 enz.) werken.
Wanneer G98 actief is, keert de Z-as terug naar de startpositie (beginvlak) wanneer een enkele bewerking is voltooid .
Wanneer G99 actief is, keert de Z-as terug naar het R-punt (vlak) wanneer de voorgeprogrammeerde cyclus een enkel gat voltooit. Dan gaat de machine naar het volgende gat.
G81 boorcyclus werken - G98 G99 retourniveau
CNC-onderdeelprogramma
G81 Boorcyclus met G98 G99 G-code Voorbeeldprogramma
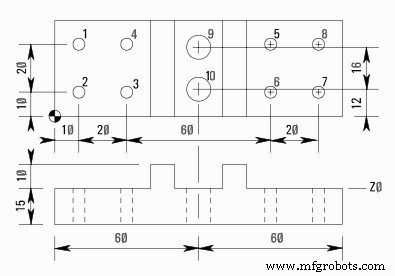
N10 M06 T01 N20 G90 G00 X10 Y30 Z12 S1000 M03 N30 G99 G81 X10 Y30 Z-17 R2 F75 (Hole 1) N40 Y10 (Hole 2) N50 X30 (Hole 3) N60 Y30 (Hole 4) N70 G98 X90 (Hole 5) N80 G99 Y10 (Hole 6) N90 X110 (Hole 7) N100 G98 Y30 (Hole 8) N110 G91 G80 G28 X0 Y0 Z0 M05 N120 M06 T02 N130 G90 G00 X60 Y28 Z12 S750 M03 N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Hole 9) N150 G98 Y12 (Hole 10) N160 G91 G80 G28 X0 Y0 Z0 M05 N170 M30
Uitleg
N10- Gereedschapswissel (M06) naar gereedschap nr. 1
N20- Rapid traverse naar X10 Y30 Z12, spil gestart met de klok mee (M03) met 1000 tpm (S1000).
N30- Boren start (G81) op X10 Y30 met snijvoeding (F75) boor zal zich na het boren terugtrekken naar het R-vlak.
N40- Volgende boorpositie Y10 (aangezien G99 een modale G-code is, zal de boor zich blijven terugtrekken naar het R-vlak totdat G98 wordt gegeven).
N50- Volgende oefening op X30.
N60- Boren bij Y30
N70- Boor op X90 en trek terug naar beginvlak.
N80- Boren op Y10 en terugtrekken naar R-vlak.
N90- Boor op X110
N100- Boren op Y30 en terugtrekken naar beginvlak.
N110- Boorcyclus is geannuleerd (G80), terugkeer naar referentiepunt (G28) voor gereedschapswissel, spil stoppen (M05).
N120- Gereedschapswissel (M06) naar gereedschapsnummer 2.
N130- Rapid traverse naar X60 Y28 Z12, start spil op 750 tpm (S750) met de klok mee (M03).
N140- G83 Peck-boren begint bij X60 Y28, boordiepte is Z-17 en boormaat is Q6, boorvoeding is F60
N150- Volgende diepe boor bij Y12 (terug naar beginpunt).
N160- G83 Peck-boorcyclus geannuleerd met G80, gereedschap terug naar referentiepunt (G28), spil gestopt (M05).
N170- Deelprogramma-einde met terugkeer naar programmastart (M30)