


Boorroosterplaat met G81-boorcyclus – Voorbeeld van een CNC-programma
CNC-machinewerkplaatsen behandelen verschillende componenten, natuurlijk programmeren en bewerken cnc-machinisten deze.
Maar een cnc-machinist moet ook nieuwe en economische manieren begrijpen en oefenen om een component te bewerken.
Het volgende cnc-programmeervoorbeeld kan op verschillende manieren worden geprogrammeerd. De methode van cnc-programmeren die in dit cnc-programmavoorbeeld wordt gebruikt, maakt gebruik van de G81-boorcyclus met de G91 incrementele programmeermodus, wat programmeren eenvoudig maakt.
Fanuc cnc-besturing gebruikt K met G81-boorcyclus om boorcyclus te herhalen.
Haas cnc-besturingen gebruiken L om G81-boorcyclus te herhalen.
Het volgende cnc-programma is geschreven voor een haas cnc-machine, maar kan eenvoudig worden geconverteerd voor Fanuc cnc-besturingen.
U kunt een ander cnc-programmeervoorbeeld lezen dat dezelfde techniek laat zien voor Fanuc cnc-besturingen
- G81-boorcyclus – Herhaal het boren in de G91-incrementele modus Voorbeeldcode
- Herhaal het boren met de G81-boorcyclus en het G91-voorbeeldprogramma
CNC-programma van boorroosterplaat
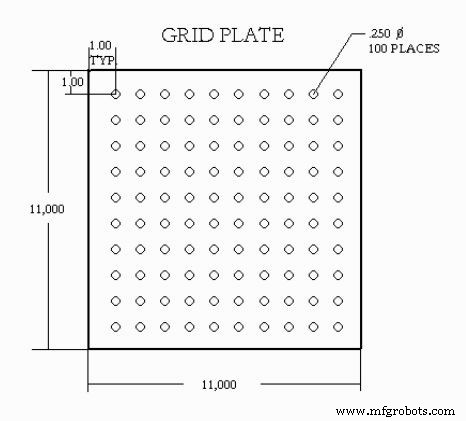
Boorroosterplaat met G81 boorcyclus
03400 (Drilling grid plate) T1 M06 G00 G90 G54 X1.0 Y-1.0 S2500 M03 G43 H01 Z.1 M08 G81 Z-1.5 F15. R.1 G91 X1.0 L9 G90 Y-2.0 (Or stay in G91 and repeat Y-1.0) G91 X-1.0 L9 G90 Y-3.0 G91 X1.0 L9 G90 Y-4.0 G91 X-1.0 L9 G90 Y-5.0 G91 X1.0 L9 G90 Y-6.0 G91 X-1.0 L9 G90 Y-7.0 G91 X1.0 L9 G90 Y-8.0 G91 X-1.0 L9 G90 Y-9.0 G91 X1.0 L9 G90 Y-10.0 G91 X-1.0 L9 G00 G90 G80 Z1.0 M09 G28 G91 Y0 Z0 M30
In het bovenstaande cnc-programma wordt G90 Absolute programmeermodus gebruikt bij het starten van een nieuwe rij om te boren. Hoewel G91 Incrementeel programmeren kan worden gebruikt, maar door G90 te gebruiken, is dit programma gemakkelijk te lezen, te begrijpen en te debuggen (als er iets misgaat).
CNC machine
- Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
- Vlaksteken met G74 prikboorcyclus CNC-programmeerhandleiding
- G81 boorcyclus – Herhaal boren in G91 incrementele modus Voorbeeldcode
- G81 boorcyclus G83 Klopboren met G98 G99 voorbeeldprogramma
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Voorbeeldprogramma CNC-frezen
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- G83 boorcyclus met G70-voorbeeldprogramma voor boutgatcirkel
- Herhaal het boren met de G81-boorcyclus en het G91-voorbeeldprogramma
- ECS G81/3 – 3 lagen boorcyclus