


Vlaksteken met G74 prikboorcyclus CNC-programmeerhandleiding
G74 Peck-boorcyclus
De G74 klopboorcyclus kan op verschillende manieren worden gebruikt, van klopboren tot kopsteken.
De G74 Peck-boring is hier al besproken Eenvoudig CNC-draaibankboren met Fanuc G74 Peck-boorcyclus.
Het cnc-programmeervoorbeeld hieronder laat zien hoe kopsteken kunnen worden bewerkt met behulp van de G74-voorgeprogrammeerde cyclus voor vastboren.
Bij kopgroefsteken wordt het gereedschap axiaal in plaats van radiaal naar het eindoppervlak van het werkstuk geleid.
Kopsteken met G74 klopboorcyclus
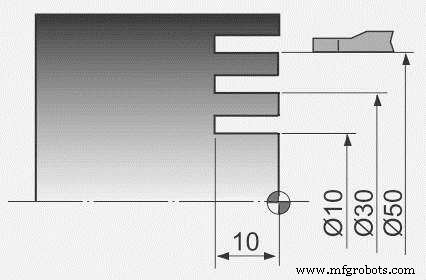
Kopsteken met G74 G Code een zelfstudie over CNC-programmeren
N10 G50 S2000 T0100 N20 G96 S80 M03 N30 G00 X50.0 Z1.0 T0101 N40 G74 R1.0 N50 G74 X10.0 Z-10.0 P10000 Q3000 F0.1 N60 G00 X200.0 Z200.0 T0100 N70 M30
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G75 groefcyclus
- Conisch draadsnijden met G32, een CNC-programmeervoorbeeld
- G75 Voorgeprogrammeerde cyclus Grooving CNC-programmeervoorbeeld
- G76 schroefdraadcyclus een CNC-programmeervoorbeeld
- G81 boorcyclus G83 Klopboren met G98 G99 voorbeeldprogramma
- CNC G81 boorcyclusprogramma voorbeeld
- G83 boorcyclus met G70-voorbeeldprogramma voor boutgatcirkel
- Boorroosterplaat met G81-boorcyclus – Voorbeeld van een CNC-programma