


G84 Voorbeeld van een CNC-tapcyclus
G84-tapcyclus is een van de meest gebruikte functies van CNC-bewerkingscentra.
Dit voorbeeldprogramma voor de G84-tapcyclus illustreert het gebruik van tappen op een gemakkelijk te begrijpen manier.
De G84-tikcyclus is een modale G-code, dus wordt geannuleerd met G80, anders wordt de tikbewerking uitgevoerd bij elke X- en/of Y-beweging.
G84-tikcyclusformaat
G84 X_ Y_ Z_ R_ F_
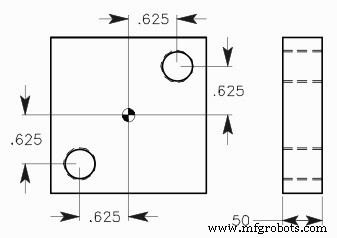
X Y – Gatpositiegegevens
Z – Z-diepte (voeding naar Z-diepte vanaf R-vlak)
R – Positie van het R-vlak
F – Snijsnelheid
Een volledig artikel over G84 lees G84 tapcyclus - CNC-freesprogrammering
Een ander gerelateerd artikel Diep gat tappen met spaanbreken of piktappen met G84
G84-tapcyclus Voorbeeld CNC-programma
G84 Voorbeeld van tapcyclus
O100 (G84 R.H. Tapping Cycle) N1 T18 M06 N2 G90 G54 G00 X0.625 Y0.625 N3 S500 M03 N4 G43 H18 Z1. M08 N5 G84 G99 Z-0.65 R0.1 F35.7143 N6 X-0.625 Y-0.625 N7 G80 G00 Z1. M09 N8 G53 G49 Z0. M05 N9 M30
Online catalogus van Sandvik Coromant
Tappen van diepe gaten met spaanbreken of kloptappen op Haas CNC
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Haas G71 voorbeeldprogramma
- G76 schroefdraadcyclus een CNC-programmeervoorbeeld
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- ECS G84 tapcyclus