


G83 boorcyclus met G70-voorbeeldprogramma voor boutgatcirkel
Het volgende cnc-voorbeeldprogramma illustreert het gebruik van G83 Peck Drilling Cycle met G70 Bolt Hole Circle G-code om gelijkmatig verdeelde diepe boren in een cirkel te bewerken.
Hoewel de G70 Boutgatcirkelcyclus werkt met G73, G74, G76, G77 en G81 – G89.
Gerelateerd:
- G70 Boutgatcirkel - CNC-freesprogrammering
- G83 Peck-boorcyclus (diep gat) voor Fanuc
- G83 Peck-boorcyclus (diep gat) voor Haas CNC
CNC-programma voorbeeldcode
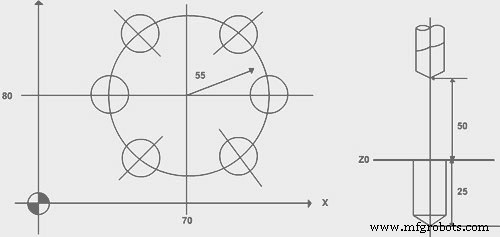
G83 Peck-boorcyclus met G70-boutgatcirkel
O001 N10 T5 M06 N20 G90 G54 G00 X70. Y80. N30 S1451 M03 N40 G43 H05 Z50. M08 N50 G83 R2. Z-25. Q2. F80. L0 N60 G70 I55. J0. L6 N70 G80 G00 Z50. M09
De beginhoek instellen – voorbeeld van een G70-boutgatcirkel
CNC Frezen G70 Bolt Hole Circle Program Voorbeeld
CNC machine
- Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
- Vlaksteken met G74 prikboorcyclus CNC-programmeerhandleiding
- G81 boorcyclus G83 Klopboren met G98 G99 voorbeeldprogramma
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Voorbeeldprogramma Voorbeeld Fanuc G72 Facing Cycle Single-line-format
- G72-boutgat langs een hoek CNC-voorbeeldprogramma
- De beginhoek instellen – voorbeeld van een G70-boutgatcirkel
- CNC Frezen G70 Bolt Hole Circle Program Voorbeeld
- ECS G83/r Diepboren met pauze voor spaanbreking Cyclus
- ECS G83 Diepboren met vrijloopcyclus