


Haas G71 voorbeeldprogramma
Haas cnc-draaibank gebruikt syntaxis van één regel van G71 voorbewerken voorgeprogrammeerde cyclus.
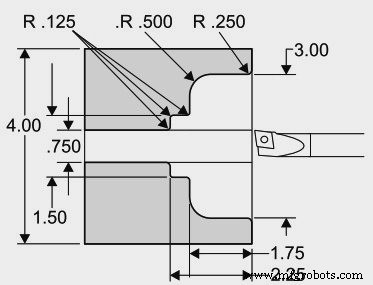
Dit cnc-programmavoorbeeld toont het gebruik van G71-draaicyclus voor ID-voorbewerken (Inside-voorbewerken).
Misschien vind je het leuk
- G71 Ruwe draaicyclus Eenregelig formaat
- CNC Fanuc G71 draaicyclus of ingeblikte cyclus voor materiaalverwijdering (tweeregelig formaat)
- Fanuc G70 G71 Cyclusprogramma voor voordraaien en nadraaien
- CNC-programmeervoorbeeld met Fanuc G71 Ruwe draaicyclus en G70
1 – Een kotterbaar wordt gebruikt voor de gehele voorbewerking met G71 voordraaicyclus.
2 – Dezelfde kotterbaar wordt gebruikt voor nabewerken met de G70 nabewerkingscyclus.
Voorbeeld van het gebruik van een Haas G71 voor I.D. Voorbewerken en nabewerken.
Haas CNC-programmavoorbeeld
Haas G71 Voorbeeldprogramma
O1136 N1 T101 N2 G97 S2000 M03 N3 G54 G00 X0.7 Z0.1 M08 N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 N5 G00 X4.5 N6 G01 X3. R.25 F.005 N7 Z-1.75 R.5 N8 X1.5 R.125 N9 Z-2.25 R.125 N10 X.75 R.125 N11 Z-3. N12 X0.73 N13 G70 P5 Q12 N14 M09 N15 G53 X0 G53 Z0 M30
Uitleg Haas CNC-programma
N1 – Tool 1 Offset 1
N3 – Snel naar startpositie
N4 – U is een min voor G71 I.D. Voorbewerken
N5 – N5 is het begin van de geometrie van het onderdeelpad gedefinieerd door P5 in de G71-regel
N12 – N12 is het einde van de geometrie van het onderdeelpad gedefinieerd door Q12 in de G71-regel
N13 – G70 Definieert een nabewerking voor lijnen P5 tot en met Q12
N15 – Om de machine naar huis te sturen voor een gereedschapswissel
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- Fanuc G70 G71 Cyclusprogramma voor voordraaien en nadraaien
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Fanuc G72 Facing Canned Cycle Voorbeeldprogramma
- Voorbeeldprogramma Voorbeeld Fanuc G72 Facing Cycle Single-line-format
- Haas CNC G71 Bolt Hole Arc Command Voorbeeldprogramma
- G84 Voorbeeld van een CNC-tapcyclus
- G81 boorcyclus G84 tapcyclus CNC-programmavoorbeeld