


Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
Hier is een cnc-programmeervoorbeeld voor eenvoudig boren op een cnc-draaibank. CNC Fanuc-besturing heeft een zeer krachtige en veelzijdige pikboorcyclus (Fanuc G74) die ons verlost van veel ongewenste klusjes. Hoewel de Fanuc G74 peck-boorcyclus voor fanuc cnc-besturing op verschillende manieren kan worden gebruikt, is dit cnc-programmeervoorbeeld gewoon een simpele peck-boring. Een ding voor nieuwkomers op cnc-gebied is dat we eenvoudig een component kunnen boren door gewoon een feed te geven met G01.
N10 G00 X0 Z10 N20 G01 Z-30 F0.2 N30 G01 Z10 F1
Als we met de bovenstaande methode kunnen boren, waarom zouden we dan een pikboorcyclus gebruiken? Eigenlijk pikken boren (Fanuc G74) geeft ons een aantal verborgen voordelen zoals
- Langere levensduur van de boor
- Juiste spaanbreking
- Juiste spaanafvoer
- Voorkomt dat componenten opwarmen
- Glad boren
- Eenvoudig te programmeren
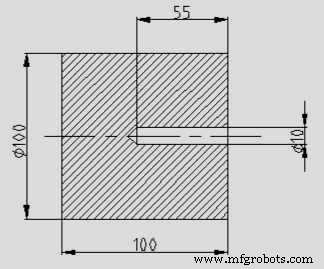
Eenvoudig boren op een CNC-draaibank met Fanuc G74 Peck Drilling Cycle
N10 T5 N20 G97 S500 M03 N30 G00 X0 Z2 N40 G74 R1 N50 G74 Z-60 Q30000 F0.1 N60 G00 X100 Z100 N70 M30De bovenstaande cnc-programmacode laat zien dat het gereedschap nr. 5, dat een boor is, het onderdeel zal boren met de boorcyclus G74. De R in het eerste blok toont de hoeveelheid (1 mm) die de boor terugkrijgt nadat hij elke keer 30 mm tijd.
CNC machine
- CNC Fanuc G76 draadsnijcyclus
- CNC Fanuc G75 groefcyclus
- Fanuc G-codelijst
- Multi-start schroefdraad met Fanuc G76 draadsnijcyclus
- CNC Fanuc G92 draadsnijcyclus
- Fanuc CNC draaibank programmeervoorbeeld
- Gereedschapsoffset in CNC-draaibank met Fanuc-besturing
- Vlaksteken met G74 prikboorcyclus CNC-programmeerhandleiding
- Voorbeeld van G83 boorcyclus
- G83 klopboorcyclus (diep gat) voor Haas CNC
- G83 boorcyclus (diep gat) voor Fanuc