Fanuc G83 prikboorcyclus
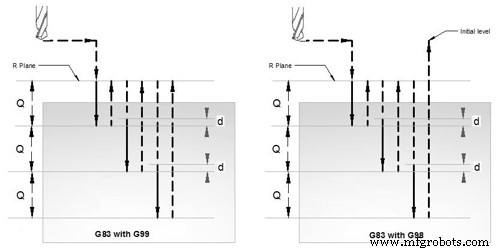
G83 klopboorcyclus voert de boorbewerking uit in meerdere klopbewegingen, deze techniek maakt het boren van diepe gaten gemakkelijk en economisch.
De snijvoeding wordt met tussenpozen naar de bodem van het gat uitgevoerd terwijl spanen worden afgevoerd.
Omdat het boren tot op de bodem van het gat wordt uitgevoerd met voeding in meerdere kleine stappen, wordt elke keer dat een bepaalde diepte wordt gemaakt en de boor zich terugtrekt, de volgende boor de volgende slag maakt, deze handeling keer op keer herhaald totdat de boordiepte is bereikt .
Syntaxis
G83 X... Y... Z... R... Q... F... K...
| Parameter | Beschrijving |
|---|---|
| X | Gatpositie in x-as. |
| J | Positie van gat in y-as. |
| Z | Diepte, gereedschap beweegt met voeding naar Z-diepte vanaf R-vlak. |
| R | Positie van het R-vlak. |
| Q | Snijdiepte voor elke snijvoeding (Peck). |
| K | Aantal cyclusherhalingen (indien nodig). |
| F | Voedingssnelheid. |