


G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
CNC-programmavoorbeeld voor cnc verticale bewerkingscentra illustreert het gebruik van de G81-boorcyclus.
Voorbeeldprogramma
G81 Boren Voorgeprogrammeerde cyclus CNC-freesprogramma Voorbeeldcode
O10075 N1 T16 M06 N2 G90 G54 G00 X0.5 Y-0.5 N3 S1450 M03 N4 G43 H16 Z1. M08 N5 G81 G99 Z-0.375 R0.1 F9. N6 X1.5 N7 Y-1.5 N8 X0.5 N9 G80 G00 Z1. M09 N10 G53 G49 Z0. M05 N11 M30
Uitleg
O10075 Programmanummer (er zijn veel programma's in cnc-geheugen, dus ze onderscheiden zich door hun nummer).
N1- Gereedschapswissel (M06) naar gereedschap nr. 16
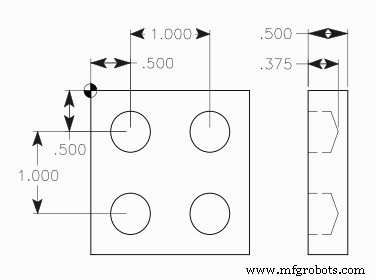
N2- Gereedschap beweegt snel (G00) naar eerste boorpositie X0.5 Y-0.5 rekening houdend met nul-offset-nr. 1 (G54)
N3- Boor begint met de klok mee te draaien (M03) met 1450 tpm (S1450).
N4- Boor neemt diepte Z1. rekening houdend met gereedschapslengtecompensatie (G43 H16), wordt koelvloeistof ingeschakeld (M08).
N5- Boorcyclus (G81) parameters, boordiepte (Z) en snijvoeding (F) worden gegeven, met dit commando wordt eerst geboord op de huidige positie (X0.5 Y-0.5).
N6- Terwijl de boorcyclus doorgaat, werkt het met elke asbeweging, dus de volgende boor wordt gedaan op X1.5
N7- Derde boorgat bij Y-1.5
N8- Vierde boor op X0.5
N9- Boorcyclus is geannuleerd (G80), koelmiddel is uitgeschakeld (M09).
N10- Rekening houdend met het machinecoördinatensysteem (G53) wordt de boor naar de Z0-positie gebracht. Gereedschapslengtecompensatie wordt geannuleerd (G49), freesrotatie wordt gestopt (M05).
N11- CNC-onderdeelprogramma is beëindigd.