


G81 boorcyclus – Herhaal boren in G91 incrementele modus Voorbeeldcode
Dit cnc-programmavoorbeeld legt het gebruik van de G81-boorcyclus uit, maar deze keer wordt het gereedschap niet op de gebruikelijke manier gepositioneerd (G90 absolute programmeermodus), maar deze keer wordt de G91 incrementele programmeermodus gebruikt.
Deze programmeervoorbeeldcode legt ook de gebruik van G81 boorcyclusparameter K (aantal herhalingen), die normaal niet wordt gebruikt.
G81 boorcyclusformaat
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:gatpositiegegevens
Z_:Z-diepte (gereedschap beweegt met voeding naar Z-diepte vanaf R-vlak)
R_:de afstand van het beginniveau tot punt R-niveau
F_:Voedingssnelheid snijden
K_:Aantal herhalingen (indien nodig)
G81 boorcyclusparameter K (aantal herhalingen). Op verschillende cnc-besturingselementen heeft deze parameter verschillende lettertoewijzingen, zoals aan,
- Fanuc gebruikt de letter K voor het aantal herhalingen.
- Haas CNC gebruikt de letter L voor het aantal herhalingen.
- Fagor CNC Control gebruikt de letter N voor het aantal herhalingen.
Incrementele beweging in een standaardcyclus is vaak handig als lussentelling, die kan worden gebruikt om de bewerking te herhalen met een incrementele X- of Y-beweging tussen elke cyclus.
CNC-code G81 boorcyclus met G91 incrementele programmering
G81 boorcyclus – Herhaal boren in G91 incrementele modus Voorbeeldcode
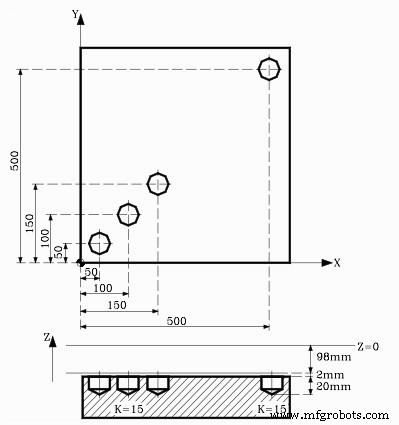
N10 T1 M6 N20 G00 G90 X0 Y0 Z0 N30 S1450 M03 N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350 N50 G98 G90 G00 X500 Y500 N60 G80 N70 G90 X0 Y0 N80 M30
Uitleg
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
K3 betekent dat de G81-boorcyclus drie keer wordt herhaald.
G91 Incrementele modus zorgt ervoor dat het gereedschap elke keer X50 en Y50 beweegt.
De eerste hole is dus op X50 Y50
De tweede hole bevindt zich op X100 Y100 omdat
X100 =X50(vorige waarde) + X50 (toename)
Y100 =Y50(vorige waarde) + Y50 (toename)
Derde hole is op X150 Y150 omdat
X150 =X100(vorige waarde) + X50 (toename)
Y150 =Y100(vorige waarde) + Y50 (toename)
N50 G98 G90 G00 X500 Y500
De vierde gatpositie wordt gegeven met de G90 Absolute programmeermodus.
De bovenstaande code is alleen mogelijk als u G91 incrementele programmeermodus gebruikt met G81 boorcyclus, maar als u de G90 absolute programmeermodus probeert te gebruiken met G81 zoals hierboven, zult u zien dat het gereedschap het boren op dezelfde positie herhaalt.
CNC machine
- Conisch draaien met G90 modale draaicyclus – CNC-voorbeeldcode
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- G81 boorcyclus G83 Klopboren met G98 G99 voorbeeldprogramma
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- CNC freesprogrammering absoluut incrementeel G90 G91 voorbeeldcode
- Boorroosterplaat met G81-boorcyclus – Voorbeeld van een CNC-programma
- Herhaal het boren met de G81-boorcyclus en het G91-voorbeeldprogramma
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering
- ECS G81/3 – 3 lagen boorcyclus
- ECS G81 standaard boorcyclus