


6 stappen van draadvonkverwerking
Niet alles kan met draadvonken. Analyseren en beoordelen van de verwerkingstekeningen. Overweeg volgens de bestaande verwerkingsapparatuur de haalbaarheid van deze procesmethode. Verwerking kan niet worden bereikt in de volgende situaties:
De smalle opening is kleiner dan de diameter van de elektrodedraad plus de ontladingsopening. De interne hoek van het patroon mag geen R-hoek hebben of de vereiste R-hoek van de interne hoek is kleiner dan de diameter van de elektrodedraad. Werkstukken van niet-geleidende materialen. Werkstukken waarvan de dikte groter is dan de spanwijdte van het draadframe. De bewerkingslengte overschrijdt de effectieve slaglengte van de X- en Y-slede van de werktuigmachine en het werkstuk vereist een hoge precisie.
Onder de voorwaarde dat wordt voldaan aan de draadvonkverwerking, is het, in overeenstemming met de bewerkingsvereisten van de onderdelen, zoals oppervlaktekwaliteit en maatnauwkeurigheidsvereisten, noodzakelijk om te beslissen of u kiest voor een middeldraad EDM-proces of een draadvonkproces met lage snelheid. Voor onderdelen met een hoge maatnauwkeurigheid en een goede oppervlakteruwheid moeten draadsnijmachines met lage snelheid worden gebruikt om te voltooien.

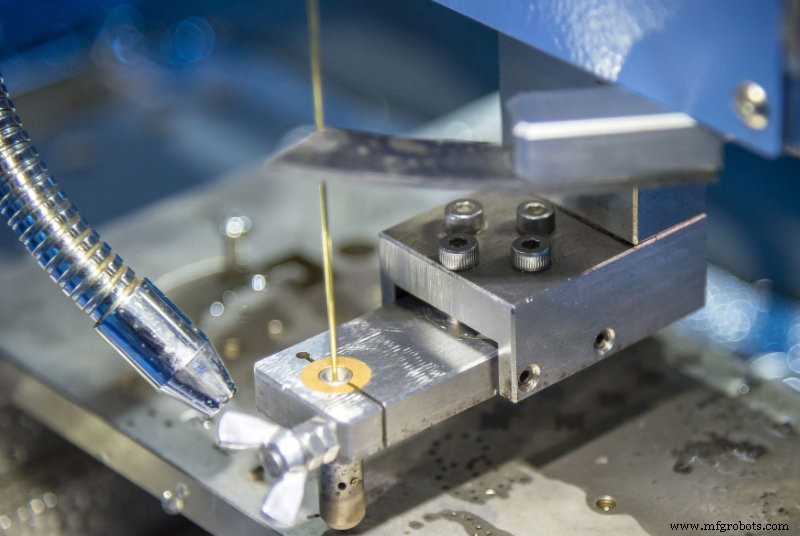
Draadvonkverwerking
1) Redelijk S verkiezing O v W orkstuk M materialen
Om de vervorming van het werkstuk veroorzaakt door draadvonken te verminderen, moeten materialen met goede smeedprestaties, goede permeabiliteit en kleine warmtebehandelingsvervorming worden geselecteerd. Het materiaal van het werkstuk moet een warmtebehandeling ondergaan volgens de technische vereisten.
2) Verwerken van schroefdraadgaten
Voor de verwerking van gesloten gaten en sommige ponsen, moeten draadgaten worden verwerkt voordat ze online kunnen worden gesneden. De positie van het schroefdraadgat moet overeenkomen met het tijdens het programmeren opgegeven startpunt van de bewerking.
3) Kies het type elektrodedraad
Draadvonken met gemiddelde snelheid gebruikt over het algemeen molybdeendraad met een diameter van 0,18 mm als elektrodedraad, draadvonken met lage snelheid gebruikt over het algemeen messingdraad of gegalvaniseerde draad, enz. De diameter van de elektrodedraad kan gebaseerd zijn op de nauwkeurigheidsvereisten van de bewerking. Probeer elektrodedraad te kiezen met een diameter van niet minder dan 0,2 mm om een hogere snijsnelheid te verkrijgen en het risico op draadonderbreking tijdens de verwerking te verminderen.
4) Opspannen en corrigeren van werkstuk
Selecteer op basis van de verwerkingsvorm en grootte van het werkstuk de juiste klemmethode om de positie van het werkstuk te bepalen. Als de klemmethoden van plaatdelen, roterende delen en blokdelen anders zijn, kunt u kiezen voor speciale opspanningen of zelf ontworpen opspanningen om het werkstuk te klemmen. Nadat het werkstuk is vastgeklemd, moet het worden gecorrigeerd. Over het algemeen is het om de loodrechtheid en vlakheid van de werkstukklemming te controleren en de axiale parallelliteit van het werkstukreferentievlak en de werktuigmachine te corrigeren.
5) T Hreading en scholing
Wikkel de draadelektrode correct om elk deel van het draadgeleidingsmechanisme om de draadelektrode met een bepaalde spanning te houden. Gebruik geschikte methoden om de verticaliteit van de elektrodedraad te corrigeren, zoals draaduitlijning met een aligner, draaduitlijning met vonken, enz.
6) Positionering van de elektrodedraad
Vóór draadvonken moet de draadelektrode nauwkeurig worden gepositioneerd op de startcoördinaatpositie van het snijden. De afstelmethoden omvatten visuele inspectie, vonkmethode en automatische uitlijning. De huidige CNC-bewerkingsmachines voor draadsnijmachines hebben allemaal de functie van contactdetectie, en ze hebben allemaal de functies van automatische randopsporing en automatische centrumopsporing. Ze hebben een hoge uitlijningsnauwkeurigheid en zijn erg handig voor het positioneren van elektrodedraad. De bedieningsmethode verschilt van machine tot machine.
Tips voor draadvonken
WEDM-programmering staat centraal in het hele proces. De werktuigmachine wordt verwerkt volgens het numerieke besturingsprogramma. De juistheid van het programma is rechtstreeks van invloed op de verwerkingsvorm en de verwerkingsnauwkeurigheid. Het grootste deel van de daadwerkelijke productie maakt gebruik van automatische programmeermethoden.
Nadat de programmering is voltooid en vóór het formele snijproces, moet het CNC-programma worden gecontroleerd en geverifieerd om de juistheid ervan te bepalen. Het numerieke besturingssysteem van de draadvonkmachine biedt een methode voor programmaverificatie. De meest gebruikte methoden zijn:de ene is de tekeninginspectiemethode, die voornamelijk wordt gebruikt om te controleren of er een foutsyntaxis in het programma zit en of deze overeenkomt met de patroonverwerkingscontour. De andere is de lege-slaginspectiemethode, het kan de daadwerkelijke verwerking van het programma controleren, controleren of er een botsing of interferentie is in de verwerking en of de slag van de werktuigmachine voldoet aan de verwerkingsvereisten, enz., Door de simulatie van de dynamische verwerkingssituatie, het programma en het verwerkingspad zijn volledig geverifieerd.
Voor sommige ponsmatrijzen met hoge eisen aan de maatnauwkeurigheid en kleine passende openingen tussen convexe en concave matrijzen, kunt u eerst proberen te snijden met een dunne plaat om de maatnauwkeurigheid en passende openingen te controleren. Als u vindt dat het niet aan de vereisten voldoet, moet u het programma op tijd herzien totdat de verificatie is gekwalificeerd. Tijdens de verwerking kunnen elektrische en niet-elektrische parameters worden aangepast aan de verwerkingsstatus om de verwerking in de beste ontladingstoestand te houden. Nadat het formele snijden voorbij is, haast u zich niet om het werkstuk te verwijderen, controleer of de begin- en eindcoördinaatpunten consistent zijn. Als er problemen worden gevonden, moeten er tijdig "herstellende" maatregelen worden genomen.
Productieproces
- Draadsnijden met EDM:waar gaat het allemaal over?
- Verschillen en toepassingen van zinkvonken en draadvonken
- Inleiding tot draadsnijden
- Hoe kan een draadknipmachine helpen?
- Wat is een CNC-draadsnede?
- EDM-draadsnijmachines zijn de beste!
- De mythische EDM-snijder
- Draadvonken:een glimp van de metaalindustrie in Taiwan
- Ultieme draadvonkmachine in Taiwan
- CNC draadvonken:uw beste vriend in de werkplaats
- De betekenis van het kiezen van het juiste EDM-draadmateriaal