


Wat is een dieptrekproces?
Vandaag zullen we leren over het diepe tekenproces. Dieptrekken is een metaalvormproces . Metaalplaten worden grotendeels gebruikt in de verwerkende industrie vanwege de eenvoudige bediening, het lichte gewicht en de mogelijkheid om in verschillende vormen te worden omgezet. Plaatwerk biedt ook een goede sterkte. Plaatwerkproducten hebben verschillende voordelen die het veelzijdig maken. 
Veel productie-industrieën zoals automobiel industrieën, vliegtuigindustrieën, scheepvaartindustrieën enz. worden grotendeels geassocieerd met plaatbewerking. Er zijn veel producten die we dagelijks gebruiken, zoals metalen deuren, metalen bureaus, metalen blikken, dakplaten enz. Zijn plaatwerkproducten.
Dieptekenproces:
Dieptrekken is een proces waarbij metaalplaat wordt omgezet in een cilindrische of doosvormige structuur met of zonder verandering van lengte en dikte. Veel cilindrische onderdelen zoals metalen blikken, potten, containers voor voedsel en dranken, gootstenen, brandstoftanks voor auto's enz. zijn dieptrekproducten.
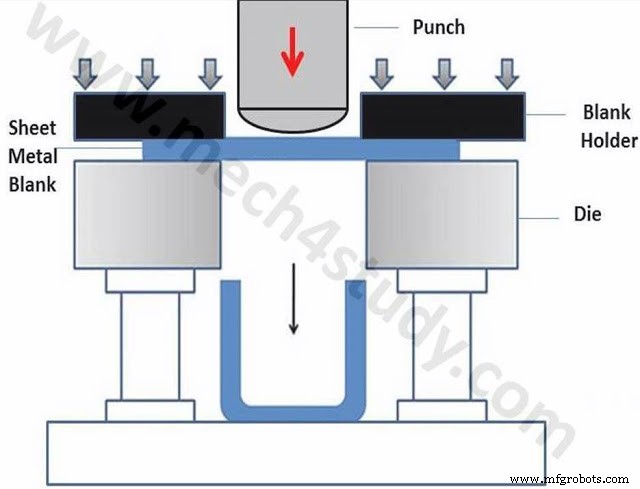
Werkproces:
De blanco wordt met behulp van een blanco houder over een open ronde matrijs geplaatst. De blanco houder zorgt voor de nodige kracht om de blanco vast te houden. De pons die met een mechanische of hydraulische pers is bevestigd, beweegt naar beneden en zorgt voor de nodige trekkracht bij de blanco. Deze kracht heeft de neiging om metalen plaat te vervormen en dwingt deze in de matrijsholte en zet deze om in een komvormige structuur. Als deze kracht hoog is, veroorzaakt dit dat de rek van de bekerwand dunner wordt en als deze te groot is, veroorzaakt het scheuren van het blad. De stootkracht moet dus een bepaalde limiet blijven om scheuren tijdens het gebruik te voorkomen.
Dit gaat allemaal over het dieptrekproces. Als je vragen hebt over dit artikel, stel ze dan door te reageren. Als je dit artikel leuk vindt, vergeet dan niet om het met je vrienden te delen. Schrijf u in op onze website voor meer informatieve artikelen. Bedankt voor het lezen.
Elektronenstraallassen:principe, werking, uitrusting, toepassing, voor- en nadelen
Ander plaatwerk buigproces
Productieproces
- Wat is smeden? - Definitie, proces en typen
- Wat is galvanisatie? - Definitie, methoden, proces
- Wat is warmtebehandeling? - Proces en methoden?
- Wat is plaatwerk? - Definitie, typen en toepassingen
- Wat is metaalgieten? - Definitie, typen en proces
- Plaatwerk vormproces
- Welk type plaatbewerking is geschikt voor mij?
- Wat is plaatwerkponsen?
- Wat is een gieterij?
- Wat is de plaatbuigmachine?
- Wat is plaatwerk rechttrekken?