


De kwaliteit van de oppervlakteafwerking van 3D-printen verbeteren
Het is geen geheim dat 3D-printprocessen geen oppervlakteafwerkingen van spuitgietkwaliteit direct uit de printer produceren, maar er is goed nieuws. Technologieën bestaan om te helpen, en er zijn voortdurend nieuwe ontwikkelingen. Naarmate nabewerking minder handmatig en meer geautomatiseerd wordt, zullen de kosten van 3D-geprinte onderdelen dalen.
Het verwijderen van de ondersteuningsstructuur, of in het geval van Selective Laser Sintering (SLS) en Multi Jet Fusion (MJF), het verwijderen van poederkoek, is de eerste stap om geprinte onderdelen te bevrijden van de ondersteuningsstructuren die nodig zijn voor de bouw. Bekijk deze PolyJet-casestudy om snel te lezen hoe we gebruikmaken van nieuwe technologieën voor het verwijderen van ondersteuning. Als een onderdeel eenmaal is bevrijd van de bedrukte ondersteunende lagen, zijn er veel manieren om oppervlakteruwheid aan te pakken, afhankelijk van het gebruikte materiaal. In sommige gevallen kunt u er beter niets aan doen als dit zinvol is voor uw toepassing.
 Onze afwerkafdeling gebruikt verschillende technieken om de kwaliteit van de oppervlakteafwerking te verbeteren nadat onderdelen zijn gebouwd.
Onze afwerkafdeling gebruikt verschillende technieken om de kwaliteit van de oppervlakteafwerking te verbeteren nadat onderdelen zijn gebouwd. Waarom er veel vraag is naar gladde 3D-geprinte onderdelen
Waarom is gladstrijken zo populair geworden? Veel redenen. Gladstrijken kan:
Dit is geenszins een uitgebreide lijst, maar misschien geeft het u enkele aandachtspunten bij het evalueren van de structuur van uw onderdeel.
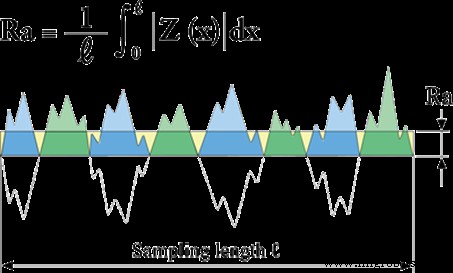
Oppervlakruwheid meten
De meest gebruikte maat voor oppervlakteruwheid is Ra, of de gemiddelde ruwheid tussen een ruwheidsprofiel en de gemiddelde lijn. Ra is de afwijking van het ideale oppervlaktevlak, gemeten in micro-inches of micrometers. Een grotere Ra-eenheid komt overeen met een ruwer oppervlak. Zo worden selectieve lasersintering en Multi Jet Fusion 3D-printoppervlakken vaak vergeleken met een suikerklontje of een spijkerbroek.
Voor de meeste ingenieurs is het vaststellen van een bovengrens voor oppervlakteruwheid vereist, aangezien dit over het algemeen niet wenselijk is vanwege mechanische toepassing of esthetische redenen. Soms worden Ra-specificaties gebruikt wanneer engineering van menselijke factoren bijvoorbeeld "gripvastheid" op een handgreep of touchpad vereist. Raadpleeg ISO 25178 voor meer informatie over parameters voor oppervlakteruwheid.

Als u problemen ondervindt bij het verkrijgen van uw gids, klikt u hier om te downloaden.
FDM-onderdelen gladmaken
 Het fused deposition modeling (FDM)-proces creëert ongelijke lagen tijdens het printen. Er zijn nogal wat opties:Huidige afvlakkingsmethoden omvatten:
Het fused deposition modeling (FDM)-proces creëert ongelijke lagen tijdens het printen. Er zijn nogal wat opties:Huidige afvlakkingsmethoden omvatten:
Elke methode heeft een specifiek effect op onderdeeltoleranties, dus zorg ervoor dat u eventuele afwegingen begrijpt voordat u een van deze afvlakkingsprocessen start.
Stereolithografie-onderdelen gladstrijken
Het stereolithografieproces (SLA) creëert een veel gladder oppervlak vlak bij de printer in vergelijking met FDM, omdat het niet afhankelijk is van een op filamenten gebaseerde benadering. Twee veelgebruikte methoden voor het gladmaken van SLA-onderdelen zijn handmatig schuren en mediastralen. Mediastralen kan worden gedaan met zand, gruis of keramische kralen. Vaak is handmatig schuren of een combinatie van beide methoden vereist om een uniforme textuur te verkrijgen, en cirkelvormige schuurbewegingen werken het beste. Gebruik schuurpapier met een hoge korrel om een hogere glans te bereiken.
 Dit nylon onderdeel gebouwd met SLS toont onze standaard oppervlakteafwerking.
Dit nylon onderdeel gebouwd met SLS toont onze standaard oppervlakteafwerking. Smoothing Selective Laser Sintering (SLS) en Multi Jet Fusion Parts
Op poeder gebaseerde printprocessen zoals SLS en MJF kunnen handmatig schuren gebruiken voor functionele toepassingen. We hebben echter geconstateerd dat schuurpapier deze oppervlakken niet helemaal glad maakt voor ons niveau van onderzoek, zelfs niet met papier met een hoge korrel, vooral als er verf moet worden aangebracht. Het resultaat kan gladder aanvoelen, maar de textuur verandert in een meer fluweelachtig oppervlak. Het is geen 1:1 vergelijking met de manier waarop SLA-onderdelen schuren. Het echt gladmaken van deze materialen kan het best worden bereikt door middel van machinale bewerking.
Nylon- en TPU-onderdelen zijn ook afhankelijk van aanvullende technieken, zoals chemisch of dampglad maken om het oppervlak in wezen tot een uniforme textuur te smelten. Deze methode wordt steeds wijder verspreid. We verven onze MJF-onderdelen altijd zwart om een uniforme esthetische uitstraling te creëren. Als u een glad geverfd SLS- of MJF-onderdeel wilt, kunt u het beste beginnen met een dikke laag primer om het materiaal af te dichten. De primer kan worden gladgestreken voordat verf wordt aangebracht.
Glazen van metalen 3D-geprinte onderdelen
Of u nu metalen onderdelen print of bewerkt, gladde oppervlakken worden verwacht. Met additieve fabricage is machinale bewerking na het printen een manier om die ruwe kantjes weg te werken. Andere mogelijkheden zijn:
Opgemerkt moet worden dat er enkele gevallen zijn waarin ruwe oppervlakken en het maximaliseren van het totale oppervlak integraal deel uitmaken van het ontwerp van een onderdeel. Een van de meest geciteerde voorbeelden is een structureel implantaat dat osteoïntegratie (botgroei tot een implantaat) vereist om zijn functie te bereiken. Stryker is een bedrijf dat pioniert op het gebied van additief poreus implantaatontwerp.
Het beheersen van de oppervlakteafwerking van additieve onderdelen en het automatiseren van het proces gaan beide met hoge snelheden vooruit en we zijn verheugd om te zien welke aanvullende processen de komende vijf jaar van start gaan. Bekijk voor meer informatie onze 3D Printing Surface Finish Guide om close-upvoorbeelden te zien van onderdelen en oppervlakteafwerkingen die we kunnen produceren met elk van onze 3D-printtechnologieën.
Industriële technologie
- Hoe 3D-printen de ruimtevaart veranderde
- Hoe de productkwaliteit en consistentie in de voedselproductie te verbeteren
- Hurco's Select Surface Finish Quality (SFQ) uitleggen
- Hoe de oppervlakteafwerking van aluminium zandgietwerk te verbeteren?
- Hoe 3D-geprinte roosterstructuren onderdelen kunnen verbeteren
- De efficiëntie van de machinist meten en verbeteren?
- Gereedschapsslijtage identificeren en verminderen om de kwaliteit te verbeteren?
- Wat te doen om de productiekwaliteit te verbeteren?
- Hoe kwaliteitsdocumentatie gebruiken om de productie te verbeteren?
- Hoe de machinenauwkeurigheid te verbeteren
- Hoe de productiviteit en productiekwaliteit in industriële omgevingen te verbeteren