


G82 Voorgeprogrammeerde boorcyclus met Dwell CNC-freesvoorbeeldprogramma
De G82-boorcyclus met stilstand kan worden gebruikt voor normaal boren waarbij de bodem van het gat nauwkeuriger moet worden bewerkt.
Anders, als u alleen een boorcyclus wilt zonder een verblijftijd op de bodem van het gat, bespaart de G81-boorcyclus u veel tijd.
Hieronder volgt een cnc-programmeervoorbeeld dat het gebruik van de G82-boorcyclus illustreert.
G82 boorcyclus CNC-freesvoorbeeldprogramma
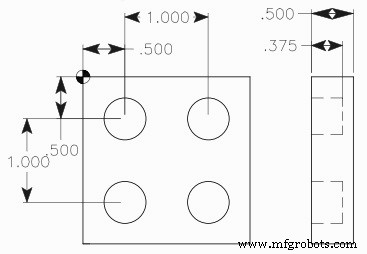
G82 Voorgeprogrammeerde boorcyclus met voorbeeldprogramma voor stilstaand CNC-frezen
O10076 N10 T11 M06 N20 G90 G54 G00 X0.5 Y-0.5 N30 S1200 M03 N40 G43 H11 Z1. M08 N50 G82 G99 Z-0.375 P1 R0.1 F7.5 N60 X1.5 N70 Y-1.5 N80 X0.5 N90 G80 G00 Z1. M09 N100 G53 G49 Z0. M05 N110 M30
Opmerking N50 – CNC-machines met Fanuc cnc-besturing zullen P1000 gebruiken in plaats van P1 dat wordt gebruikt voor Haas CNC-machines.
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- G75 Voorgeprogrammeerde cyclus Grooving CNC-programmeervoorbeeld
- G81 boorcyclus G83 Klopboren met G98 G99 voorbeeldprogramma
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- CNC freesmachine programmeervoorbeeld voor beginners
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Fanuc G72 Facing Canned Cycle Voorbeeldprogramma
- ECS G82 Boren met pauze voor spaanbreking Cyclus