


G83 boorcyclus (diep gat) voor Fanuc
G83 Peck Drilling Cycle G-code is modaal, zodat deze elke X- en/of Y-asbeweging wordt geactiveerd en snel naar die positie zal gaan en vervolgens ervoor zorgt dat deze voorgeprogrammeerde cyclus (Boren) opnieuw wordt uitgevoerd, totdat deze wordt geannuleerd (G80) .
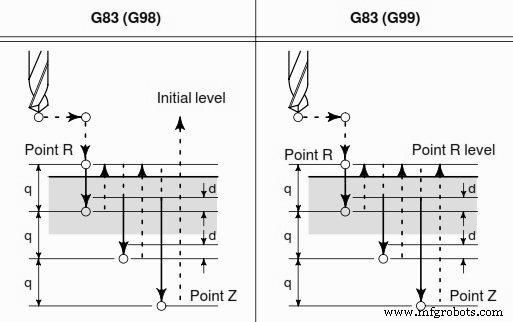
G83 Deep Hole Peck Drilling Cycle Operation
G83 Peck-boorcyclus voor diepe gaten voor Fanuc
Omdat G83 een Peck-boorcyclus is, is de diepte voor elke peck in de G83-boorcyclus de hoeveelheid die is gedefinieerd met Q.
Het gereedschap neemt de pik (Q diep)
Vervolgens gaat het gereedschap snel omhoog naar het R-vlak na elke pik
en dan terug naar binnen voor de volgende pik
totdat de Z-diepte is bereikt.
Gebruik G98 en G99 voor de positie van de Z-positie voor positionering tussen gaten.
Formaat G83 Peck-boorcyclus
G83 X_ Y_ Z_ R_ Q_ F_ K_;
X Y – Gatpositiegegevens
Z – Z-diepte (voeding tot Z-diepte vanaf R-vlak)
R – Positie van het R-vlak
Q – Snijdiepte voor elke snijvoeding ( diepte van elke slag)
F – snijsnelheid
K – aantal herhalingen (indien nodig)
Een compleet cnc-programmeervoorbeeld van G83 Peck-boorcyclus G81-boorcyclus G83 Peck-boren met G98 G99-voorbeeldprogramma
CNC machine
- Diepgatboren zonder drift
- Gereedschapsstabiliteitsoplossing voor diepgatboren
- Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
- Fanuc G76 draadcyclus voor dummies
- G81 boorcyclus G83 Klopboren met G98 G99 voorbeeldprogramma
- Fanuc G84 Rigid Peck Tapping Cycle
- G83 boorcyclus met G70-voorbeeldprogramma voor boutgatcirkel
- Voorbeeld van G83 boorcyclus
- G83 klopboorcyclus (diep gat) voor Haas CNC
- ECS G83/r Diepboren met pauze voor spaanbreking Cyclus
- ECS G83 Diepboren met vrijloopcyclus