


De beginhoek instellen – voorbeeld van een G70-boutgatcirkel
G-code G70 boutgatcirkel (voorgeprogrammeerde cyclus) is zeer eenvoudig te programmeren vanwege het kleine aantal parameters.
G70 boutgatcirkelparameters spreken voor zich, maar dit cnc-programmeervoorbeeld legt de nadruk op de starthoekparameter (G70 J).
G70 Starthoekparameter J – Dit is de waarde van de starthoek van het eerste gat (0 tot 360° CCW van horizontaal op de 3 uur-positie).
CNC-programmavoorbeeld
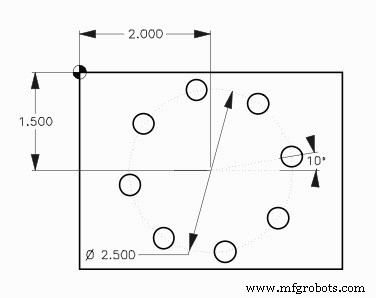
Voorbeeld G70 Boutgatcirkel
O1009 N10 T15 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1620 M03 N40 G43 H15 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G70 I1.25 J10. L8 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
G71 Boutgatboog – CNC-freesprogrammering
G83 boorcyclus met G70-voorbeeldprogramma voor boutgatcirkel
CNC machine
- Een verroeste schroef of bout verwijderen?
- Frequenties instellen voor preventieve onderhoudsinspecties
- Hoe installeer, debug en gebruik je een plasmasnijder voor beginners?
- Hoe het nulpunt van de CNC-router op het werkstuk in te stellen?
- Een magazijn opzetten (met checklist)
- Hoe zet je Lean Six Sigma op?
- Hoe hoekijzer knippen
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- Fanuc G70 G71 Cyclusprogramma voor voordraaien en nadraaien
- G72-boutgat langs een hoek CNC-voorbeeldprogramma
- G72 Boutgaten langs een hoek – CNC-freesprogrammering