


10 draaibewerkingen die u moet kennen

Draaibanken maken geavanceerde onderdelen voor medische, militaire, elektronica-, automobiel- en ruimtevaarttoepassingen. Lees verder om de top 10 bewerkingen te ontdekken die op een draaibank zijn uitgevoerd.
Een draaibank kan talloze bewerkingen uitvoeren om onderdelen met de gewenste eigenschappen te leveren. Draaien is een populaire naam voor het bewerken op een draaibank. Toch is draaien slechts één soort draaibankbewerking.
De variatie van gereedschapuiteinden en een kinematische relatie tussen het gereedschap en het werkstuk resulteert in verschillende bewerkingen op een draaibank. De meest voorkomende bewerkingen op een draaibank zijn draaien, vlakken, groefsteken, afsteken, draadsnijden, boren, kotteren, kartelen en tappen.
1. Draaien
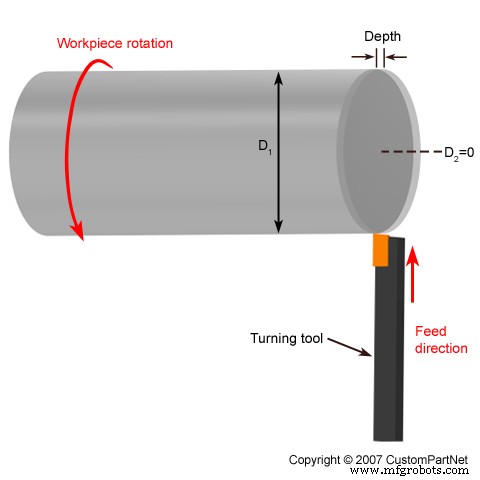
Draaien is de meest voorkomende bewerking op een draaibank. Tijdens het draaiproces verwijdert een snijgereedschap materiaal van de buitendiameter van een roterend werkstuk. Het belangrijkste doel van draaien is het verkleinen van de werkstukdiameter tot de gewenste afmeting. Er zijn twee soorten draaibewerkingen, ruw en nabewerken.
Het voorbewerken van draaibewerkingen is bedoeld om een stuk te bewerken tot binnen een vooraf gedefinieerde dikte, door de maximale hoeveelheid materiaal in de kortst mogelijke tijd te verwijderen, ongeacht de nauwkeurigheid en oppervlakteafwerking. Finish draaien zorgt voor een gladde oppervlakteafwerking en het werkstuk met uiteindelijke nauwkeurige afmetingen.
Verschillende secties van de gedraaide delen kunnen verschillende buitenafmetingen hebben. De overgang tussen de oppervlakken met twee verschillende diameters kan verschillende topologische kenmerken hebben, namelijk stap, tapsheid, afschuining en contour. Om deze kenmerken te produceren, kunnen meerdere passages bij een kleine radiale snedediepte nodig zijn.
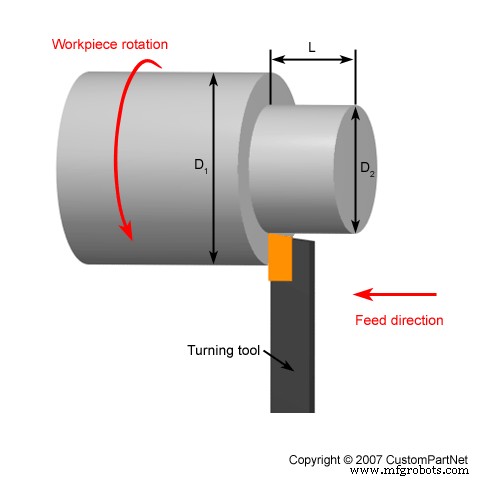
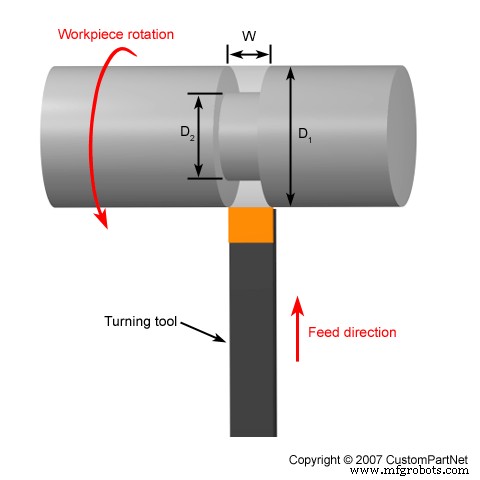
Stap draaien
Stapsgewijs draaien creëert twee oppervlakken met een abrupte verandering in diameter ertussen. De laatste functie lijkt op een stap.
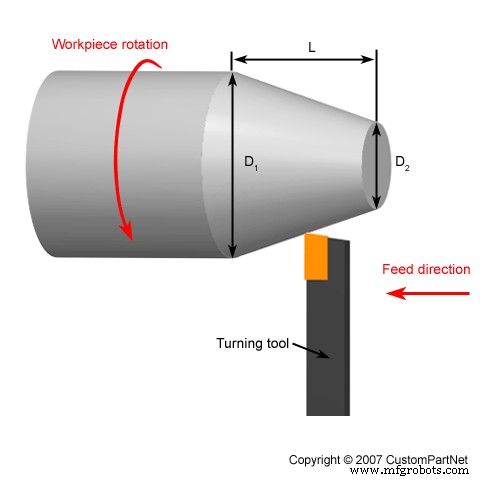
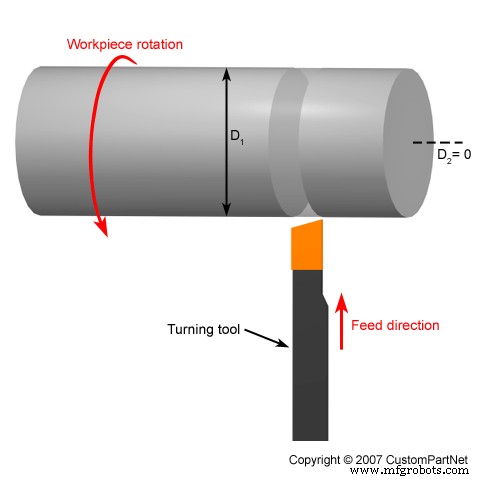
Conisch draaien
Conisch draaien produceert een hellingsovergang tussen de twee oppervlakken met verschillende diameters vanwege de schuine beweging tussen het werkstuk en een snijgereedschap.
Afschuining draaien
Net als bij het stapsgewijs draaien, creëert het afkanten een schuine overgang van een overigens vierkante rand tussen twee oppervlakken met verschillende gedraaide diameters.
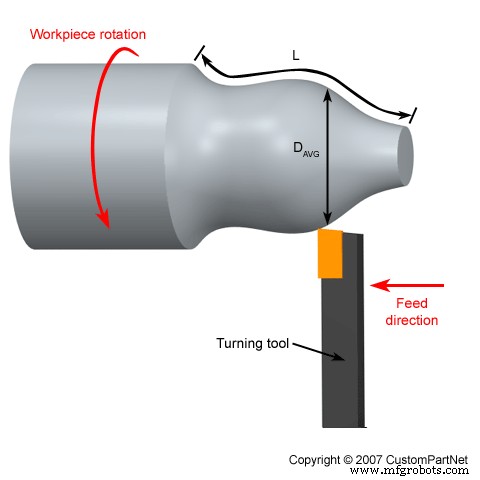
Contour draaien
Bij het contourdraaien volgt het snijgereedschap axiaal de baan met een vooraf gedefinieerde geometrie. Meerdere doorgangen van een contourgereedschap zijn nodig om de gewenste contouren in het werkstuk te creëren. Formuliergereedschappen kunnen echter in één keer dezelfde contourvorm produceren.
2. Geconfronteerd met
Tijdens de bewerking is de lengte van de werkstukken iets langer dan het uiteindelijke onderdeel zou moeten zijn. Facing is een bewerking van het bewerken van het uiteinde van een werkstuk dat loodrecht op de roterende as staat. Tijdens het vlakken beweegt het gereedschap langs de straal van het werkstuk om de gewenste onderdeellengte en een glad oppervlak te produceren door een dunne laag materiaal te verwijderen.
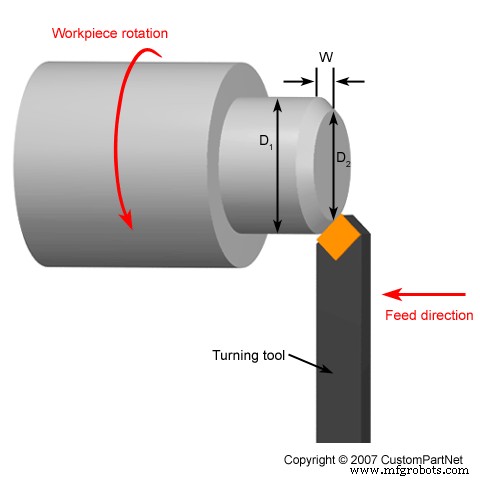
3. Groeven
Groeven is een draaibewerking die een smalle snede creëert, een "groef" in het werkstuk. De grootte van de snede hangt af van de breedte van een snijgereedschap. Er zijn meerdere gereedschapspassages nodig om bredere groeven te bewerken. Er zijn twee soorten groefsteken, uitwendig en kopsteken. Bij uitwendig groefsteken beweegt een gereedschap radiaal in de zijkant van het werkstuk en verwijdert het materiaal langs de snijrichting. Bij kopsteken groeven de gereedschapsmachines in het vlak van het werkstuk.
4. Afscheid
Afsteken is een bewerking die resulteert in het afsnijden van een onderdeel aan het einde van de bewerkingscyclus. Het proces maakt gebruik van een gereedschap met een specifieke vorm om het werkstuk loodrecht op de roterende as in te voeren en een progressieve snede te maken terwijl het werkstuk roteert. Nadat de rand van het snijgereedschap het midden van het werkstuk heeft bereikt, valt het werkstuk eraf. Een part catcher wordt vaak gebruikt om het verwijderde onderdeel op te vangen.
5. Inrijgen
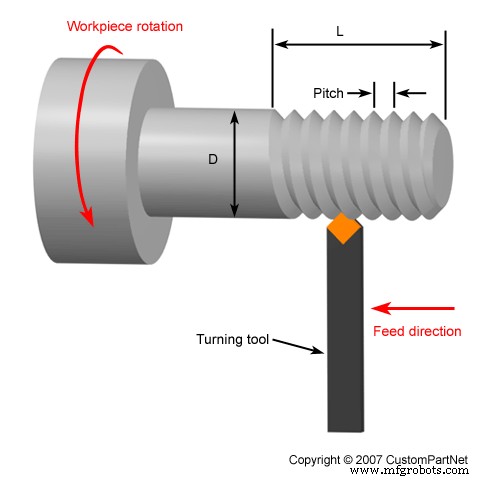
Draadsnijden is een draaibewerking waarbij een gereedschap langs de zijkant van het werkstuk beweegt en draden in het buitenoppervlak snijdt. Een schroefdraad is een uniforme schroeflijnvormige groef met een gespecificeerde lengte en spoed. Voor diepere schroefdraad zijn meerdere doorgangen van een gereedschap nodig.
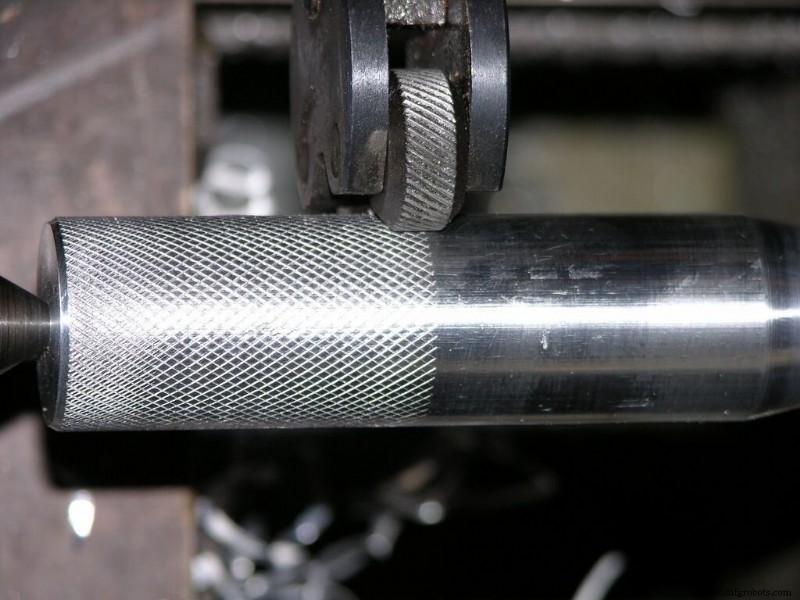
6. Opruwen
Kartelbewerking produceert gekartelde patronen op het oppervlak van een onderdeel. Opruwen verhoogt de grijpwrijving en het visuele uitzicht van het bewerkte onderdeel. Dit bewerkingsproces maakt gebruik van een uniek gereedschap dat bestaat uit een enkele of meerdere cilindrische wielen (kartels) die in de gereedschapshouders kunnen draaien. De kartels bevatten tanden die tegen het oppervlak van het werkstuk worden gerold om getande patronen te vormen. De meest voorkomende kartelvoet is een ruitpatroon.
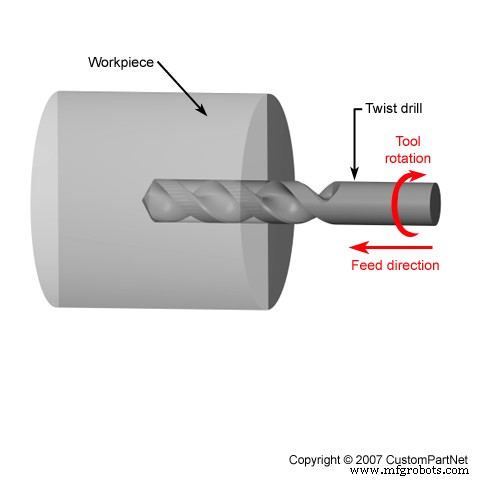
7. Boren
Bij het boren wordt het materiaal aan de binnenkant van een werkstuk verwijderd. Het resultaat van het boren is een gat met een diameter gelijk aan de grootte van de gebruikte boor. Boren worden meestal op een losse kop of een gereedschapshouder op een draaibank geplaatst.
8. Ruimen
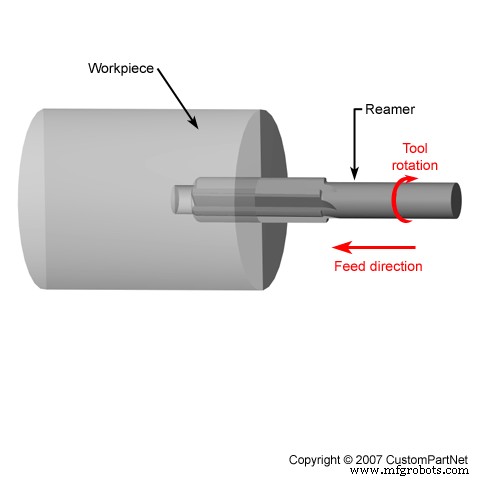
Ruimen is een maatvoering die het gat in het werkstuk vergroot. Bij ruimbewerkingen komt de ruimer axiaal door het uiteinde in het werkstuk en zet een bestaand gat uit tot de diameter van het gereedschap. Ruimen verwijdert een minimale hoeveelheid materiaal en wordt vaak uitgevoerd na het boren om zowel een nauwkeurigere diameter als een gladdere interne afwerking te verkrijgen.
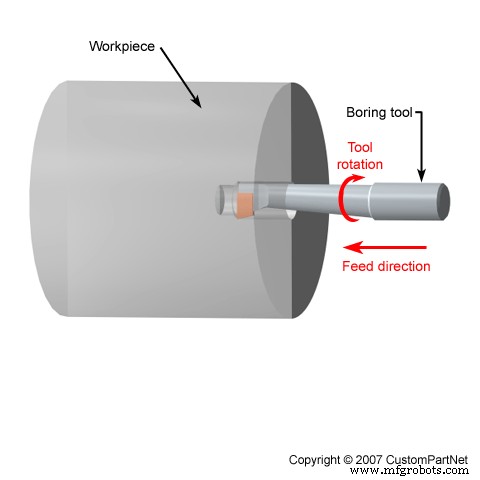
9. Saai
Bij kotterbewerking komt een gereedschap axiaal in het werkstuk en verwijdert materiaal langs het binnenoppervlak om ofwel verschillende vormen te creëren of een bestaand gat te vergroten.
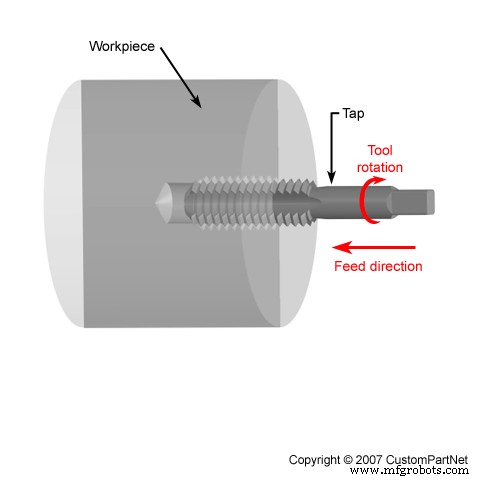
10. Tikken
Tappen is het proces waarbij een tapgereedschap het werkstuk axiaal binnengaat en de schroefdraad in een bestaand gat snijdt. Het gat komt overeen met een overeenkomstige bitgrootte die geschikt is voor het gewenste tapgereedschap. Tikken is ook de bewerking die wordt gebruikt om een schroefdraad op moeren te maken.
Conclusie
Draaibanken zijn in staat om stukken met geavanceerde functies te bewerken. De laatste onderdeelkenmerken worden geproduceerd door het gebruik van verschillende gereedschappen en door de kinematische relatie tussen de frees en een werkstuk te veranderen. In dit artikel hebben we tien verschillende draaibankbewerkingen uitgelegd.
Productieproces
- Wat is CNC-draaien? Plus 3 dingen die je erover moet weten
- 6 tips die u moet weten bij CNC-draaien
- Meest voorkomende conventionele draaibewerkingen die u moet kennen
- Alles wat u moet weten over Plunge EDM
- Alles wat je moet weten over gietijzer
- Alles wat u moet weten over hoogovens
- Alles wat u moet weten over boormachines
- Alles wat u moet weten over plaatwerk
- Alles wat u moet weten over freesmachines
- Alles wat u moet weten over een schaafmachine
- Alles wat u moet weten over de vormmachine