


Haas CNC G71 Bolt Hole Arc Command Voorbeeldprogramma
CNC-programmavoorbeeldcode voor het G71 Bolt Hole Arc-commando.
G71-boogopdracht voor boutgat maakt het gemakkelijk om gelijkmatig verdeelde gaten in een boog te boren/tappen/boren.
Voorgeprogrammeerde cycli G73, G74, G76, G77 of G81-G89 kunnen worden gebruikt met G71 boutgatboog G-code.
G71-boogformaat voor boutgaten
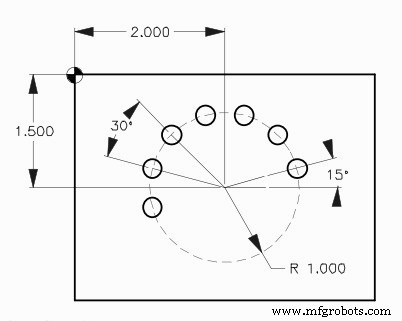
G71 I J K L
I – Radius van de boutgatboog
J – Starthoek van het eerste gat (0 tot 360° CCW van horizontaal op 3 uur positie).
K – Hoekafstand tussen gaten (+ of -)
L – Aantal gelijkmatig verdeelde gaten rond boutgatboog.
Lees het volledige artikel G71 Boutgatboog - CNC-freesprogrammering
Voorbeeld van G71 Boutgatboogprogrammering
G71 Bolt Hole Arc Voorbeeldprogramma
O005 N10 T2 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1451 M03 N40 G43 H02 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G71 I1.0 J15. K30. L7 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
CNC machine
- Fanuc CNC-programmavoorbeeld
- CNC-programmavoorbeeld G03 circulaire interpolatie
- Haas G71 voorbeeldprogramma
- CNC G81 boorcyclusprogramma voorbeeld
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- G72-boutgat langs een hoek CNC-voorbeeldprogramma
- G71 Boutgatboog – CNC-freesprogrammering
- CNC Frezen G70 Bolt Hole Circle Program Voorbeeld
- G84 Voorbeeld van een CNC-tapcyclus
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld
- CNC boogprogrammering G02 G03 voorbeeld