


Wat is Gas Tungsten Arc Welding of TIG-lassen?
Wat is gaswolfraambooglassen?
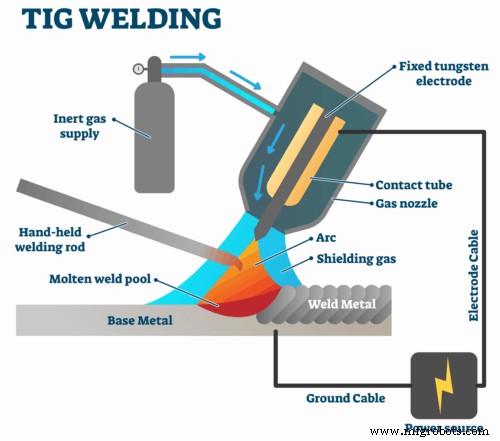
Gas-wolfraam-booglassen (GTAW), ook bekend als tungsten-inert gas (TIG)-lassen, is een booglasproces waarbij een niet-verbruikbare wolfraamelektrode wordt gebruikt om de las te produceren. Het lasgebied en de elektrode worden beschermd tegen oxidatie of andere atmosferische verontreiniging door een inert beschermgas (argon of helium).
Normaal gesproken wordt vulmetaal gebruikt, hoewel sommige lassen, bekend als autogene lassen of smeltlassen, dit niet nodig hebben. Wanneer helium wordt gebruikt, staat dit bekend als heliarc-lassen. Een lasstroomvoorziening met constante stroom produceert elektrische energie, die over de boog wordt geleid door een kolom van sterk geïoniseerd gas en metaaldampen, ook wel plasma genoemd.
GTAW wordt meestal gebruikt voor het lassen van dunne delen van roestvrij staal en non-ferrometalen zoals aluminium, magnesium en koperlegeringen. Het proces geeft de operator meer controle over de las dan concurrerende processen zoals afgeschermde metalen booglassen en gasmetaalbooglassen, waardoor sterkere lassen van hogere kwaliteit mogelijk zijn.
GTAW is echter relatief complexer en moeilijker te beheersen, en bovendien is het aanzienlijk langzamer dan de meeste andere lastechnieken. Een gerelateerd proces, plasmabooglassen, maakt gebruik van een iets andere lastoorts om een meer gerichte lasboog te creëren en is daardoor vaak geautomatiseerd.

Hoe werkt een gaswolfraambooglassen?
Handmatig gas-wolfraambooglassen is een relatief moeilijke lasmethode, vanwege de coördinatie die de lasser nodig heeft. Net als bij toortslassen, heeft GTAW normaal gesproken twee handen nodig, aangezien de lasser voor de meeste toepassingen handmatig een toevoegmetaal in het lasgebied moet invoeren met één hand terwijl hij de lastoorts in de andere manipuleert. Het is ook belangrijk om een korte booglengte te behouden en tegelijkertijd contact tussen de elektrode en het werkstuk te voorkomen.
Om de lasboog te ontsteken, zorgt een hoogfrequente generator (vergelijkbaar met een Tesla-spoel) voor een elektrische vonk. Deze vonk is een geleidend pad voor de lasstroom door het beschermgas en zorgt ervoor dat de boog kan worden gestart terwijl de elektrode en het werkstuk gescheiden zijn, meestal ongeveer 1,5-3 mm (0,06-0,12 inch) uit elkaar.
Zodra de boog is aangeslagen, beweegt de lasser de toorts in een kleine cirkel om een lasbad te creëren, waarvan de grootte afhangt van de grootte van de elektrode en de hoeveelheid stroom.
Terwijl hij een constante scheiding tussen de elektrode en het werkstuk handhaaft, beweegt de operator de toorts vervolgens iets naar achteren en kantelt deze ongeveer 10-15 graden naar achteren ten opzichte van verticaal. Waar nodig wordt vulmetaal handmatig aan de voorkant van het smeltbad toegevoegd.
Lassers ontwikkelen vaak een techniek om snel af te wisselen tussen het naar voren bewegen van de toorts (om het smeltbad voort te bewegen) en het toevoegen van toevoegmetaal. De vulstaaf wordt elke keer dat de elektrode naar voren komt uit het smeltbad getrokken, maar wordt altijd binnen het gasscherm gehouden om oxidatie van het oppervlak en verontreiniging van de las te voorkomen.
Opvulstaven die zijn samengesteld uit metalen met een lage smelttemperatuur, zoals aluminium, vereisen dat de operator enige afstand van de boog houdt terwijl hij binnen het gasscherm blijft. Als de vulstaaf te dicht bij de boog wordt gehouden, kan deze smelten voordat deze in contact komt met het lasbad.
Naarmate de las bijna voltooid is, wordt de boogstroom vaak geleidelijk verminderd om de laskrater te laten stollen en de vorming van kraterscheuren aan het einde van de las te voorkomen.
Gebruik van beschermgas bij gaswolfraambooglassen
Beschermgas wordt geselecteerd op basis van het materiaal dat wordt gelast. De volgende richtlijnen kunnen helpen:
- Argon: het meest gebruikte beschermgas dat kan worden gebruikt voor het lassen van een breed scala aan materialen, waaronder staal, roestvrij staal, aluminium en titanium.
- Argon + 2 tot 5% H2: de toevoeging van waterstof aan argon zal het gas enigszins verminderen, wat bijdraagt aan de productie van schoner ogende lassen zonder oppervlakte-oxidatie. Omdat de boog heter en nauwer is, zijn hogere lassnelheden mogelijk. Nadelen zijn onder meer het risico van waterstofscheuren in koolstofstaal en de porositeit van lasmetaal in aluminiumlegeringen.
- Helium en helium/argon mengsels: het toevoegen van helium aan argon zal de temperatuur van de boog verhogen. Dit bevordert hogere lassnelheden en diepere laspenetratie. De nadelen van het gebruik van helium of een helium/argon-mengsel zijn de hoge gaskosten en de moeilijkheid om de boog te starten.
Constructie of onderdelen van gas wolfraam booglassen
Een Tungsten Inert Gas Lasmachine bestaat uit de volgende uitrusting:
- Voeding
- Inert gastoevoer
- Lastoorts/houder
- Wolfraamelektrode
- Beschermgas
- Opvulstaaf
1. Voeding:
Bij TIG-lassen hebben we een constante stroomtoevoer nodig, want als er een stroomschommeling is, is het voor de lasser moeilijk om de verbindingen goed te lassen.
De voeding kan van twee soorten zijn:
- DC-voeding
- AC-voeding
In de gelijkstroomvoeding kunnen we staal, nikkel, titanium, enz. lassen. En in de wisselstroomvoeding kunnen we magnesium, aluminium, enz. materialen lassen.
2. Inert gastoevoer:
Bij TIG-lassen hebben we een toevoer van inert gas nodig om het lasgebied af te schermen van het atmosferische gas (bijvoorbeeld zuurstof, stikstof en waterstof).
Over het algemeen wordt argon gebruikt als toevoer van inert gas bij TIG-lassen. We zullen dit later bespreken in de sectie Beschermgas.
3. Lastoorts:
Bij TIG-lassen is de lastoorts ontworpen om zowel automatische als handmatige bewerkingen uit te voeren. Qua constructie zijn beide echter hetzelfde, bij de handbrander zijn ze voorzien van een handvat om vast te houden, en in het geval van een automaat zijn ze ontworpen om op een automaat te monteren.
Toortsen zijn voorzien van een koelsysteem via water of lucht.
Wanneer de ampère van de stroom over het algemeen minder dan 200 A is, gebruiken we luchtkoeling, maar als deze hoger is dan 200 A, gebruiken we waterkoeling om de temperatuur van de lastoorts te verlagen.
Het binnenste gedeelte van de lastoorts is over het algemeen gemaakt van koper om de geleidbaarheid van warmte te vergroten.
En de toortsen zijn voorzien van een houder (poort) om de wolfraamelektrode stevig vast te houden.
4. Wolfraamelektrode:
Bij TIG-lassen gebruiken we een niet-slijtbare elektrode gemaakt van wolfraam of wolfraamlegering.
Vanwege de hoge temperatuurbestendigheid (de smelttemperatuur van wolfraam is 3.422 °C) van wolfraam in plaats van enig ander metaal, gebruiken we daarom de wolfraamelektrode.
De diameter van de elektrode varieert over het algemeen van 0,5 mm tot 0,65 mm en de lengte varieert van 75 mm tot 610 mm.
5. Beschermgas:
Beschermgassen worden gebruikt om het lasbad te beschermen tegen atmosferische gassen zoals stikstof, zuurstof, anders kunnen deze gassen het lasoppervlak beschadigen door porositeit, blaasgat, enz. te creëren.
De keuze voor beschermgassen hangt af van de soorten lassen en de atmosferische omstandigheden, het type metaal dat voor de bewerking wordt gebruikt en nog veel meer.
Over het algemeen gebruiken we echter argon als beschermgas bij TIG-lassen. Soms worden bij dit type laswerk ook argon-heliummengsels gebruikt.
6. Opvulstaaf:
Zoals we al weten, gebruiken we bij TIG-lassen een niet-verbruikbare elektrode die van wolfraam is, dus in sommige gevallen hebben we apart materiaal nodig om de opening tussen twee verbindingen op te vullen.
Het materiaal van de vulstaaf kan van alles zijn, zoals koolstofstaal, aluminium, enz. Het hangt in het algemeen af van het type verbinding, het materiaal van het werkstuk, de dikte en ook van de eigenschappen van het werkstuk.
Toepassingen van gaswolfraambooglassen
- Dit wordt speciaal gebruikt bij het lassen van vuurvaste, plaat- en reactieve materialen.
- Tungstengas-lassen kan worden gebruikt met zo'n grote verscheidenheid aan metalen, het proces kan worden toegepast op verschillende industrieën en helpen bij het maken en repareren van veel items. Deze vorm van lassen is gebruikelijk in de lucht- en ruimtevaart, automobielindustrie, reparatie en kunst.
- Lucht- en ruimtevaart: Vliegtuigen en ruimtevaartuigen worden gedeeltelijk geconstrueerd door middel van TIG-lassen.
- Automobiel: Veilig bouwen is essentieel in de auto-industrie, net als voertuigen de tand des tijds laten doorstaan.
- Reparatie: TIG kan in een aantal reparatietoepassingen worden gebruikt. Van het repareren van kinderspeelgoed, zoals een wagen of ouderwetse trapauto, tot het repareren van aluminium gereedschap, deze lasmethode komt goed van pas.
Voordelen van gaswolfraambooglassen
De voordelen van Tungsten Inert Gas Welding zijn de volgende:
- Tungstenlassen biedt een oplossing voor het lassen van kritische verbindingen en voor situaties waar kleine of uitzonderlijk nauwkeurige lassen vereist zijn.
- Het kan worden uitgevoerd met een grote verscheidenheid aan metalen
- En als het correct wordt gedaan, produceert het een las van hoge kwaliteit en zeer zuiver in vergelijking met andere verbindingsprocessen, wat cruciaal is in veel toepassingen.
- Het kan zowel automatisch als handmatig worden gedaan.
- Over het algemeen is het een van de meest efficiënte manieren om twee metalen te verbinden.
- Er wordt geen slak geproduceerd.
- TIG-lassen kan in elke positie.
Nadelen van gaswolfraambooglassen
De nadelen van TIG-lassen worden hieronder genoemd:
- Tungstenlassen kan niet worden gebruikt voor dikkere metalen platen.
- Er zijn meer gecompliceerde, hoogopgeleide en professionele werknemers nodig.
- Het veiligheidsprobleem, lassers worden blootgesteld aan de hoge lichtintensiteit die oogletsel kan veroorzaken.
- De prijs van TIG-lasdiensten is hoog. De kosten zijn echter afhankelijk van de te lassen materialen en de omvang van het project.
- Het is een langzaam proces van lassen.
Veelgestelde vragen.
Wat is gaswolfraambooglassen?
Gas-wolfraam-booglassen (GTAW), ook bekend als tungsten-inert gas (TIG)-lassen, is een booglasproces waarbij een niet-verbruikbare wolfraamelektrode wordt gebruikt om de las te produceren. Het lasgebied en de elektrode worden beschermd tegen oxidatie of andere atmosferische verontreiniging door een inert beschermgas (argon of helium).
Wat is GTAW?
Gaswolfraambooglassen (GTAW) is een las die wordt geproduceerd door verhitting met een boog tussen een enkele wolfraamelektrode (niet-slijtvast) en het werkstuk. Afscherming wordt verkregen uit een inert gasmengsel. Er ontstaan geen lasspatten of slakken. Dit proces wordt ook wel Tungsten Inert Gas (TIG)-lassen genoemd.
Is GTAW hetzelfde als TIG-lassen?
Tungsten Inert Gas (TIG) lassen, ook wel bekend als Gas Tungsten Arc Welding (GTAW) is een booglasproces waarbij de las wordt geproduceerd met een niet-smeltbare wolfraamelektrode.
Waarvoor wordt gaswolfraambooglassen gebruikt?
Gas Tungsten Arc Welding wordt het meest gebruikt voor het lassen van roestvrij staal en non-ferro materialen, zoals aluminium en magnesium, maar het kan worden toegepast op bijna alle metalen, met als opmerkelijke uitzondering zink en zijn legeringen.
Wat is een gaswolfraambooglasproces?
Gaswolfraambooglassen, ook bekend als Tungsten Inert Gas (TIG) lassen, is een booglasproces waarbij een niet-smeltbare wolfraamelektrode wordt gebruikt om de las te produceren. Het vulmetaal wordt toegevoegd uit een externe bron, meestal als blanke metalen vulstaaf.
Wat zijn de nadelen van gaswolfraambooglassen?
De nadelen van GTAW
- Moeilijkheid. GTAW wordt vaak beschouwd als het moeilijkste lasproces om onder de knie te krijgen en vereist veel vaardigheid van de operator.
- Snelheid. GTAW vereist relatief lage reissnelheden en heeft een lagere depositiesnelheid dan andere processen.
- Niet-automatisering.
- Kosten.
Hoeveel verdienen lassers met wolfraamgas?
Het gemiddelde loon voor een Welder Gas Tungsten Arc is $ 33.163 per jaar en $ 16 per uur in Californië, Verenigde Staten. Het gemiddelde salarisbereik voor een Welder Gas Tungsten Arc ligt tussen $31.199 en $39.001.
Welk type lassen is het sterkst?
TIG-lassen produceert schonere en preciezere lassen dan MIG-lassen of andere booglasmethoden, waardoor het de sterkste is. Dat gezegd hebbende, kunnen verschillende lastaken verschillende methoden vereisen, terwijl TIG over het algemeen sterker en van hogere kwaliteit is, moet u MIG of een andere methode gebruiken als de taak daarom vraagt.
Is TIG-lassen koud lassen?
Er is ook een TIG-lasproces, ook wel koudlassen genoemd. Soms heeft een TIG-machine die gelijkstroom en wisselstroom bevat een instelling die 'koud' wordt genoemd. ' Dit is een handmatig proces waarbij elke keer dat de boog wordt gestart met het TIG-pistool, het een 'zappend' effect heeft.
Welk gas is het beste voor TIG-lassen?
Argon is het meest gebruikte inerte gas voor TIG-lasprojecten. Aangezien er maar een paar gassen kunnen worden gebruikt voor TIG-lassen, is argon de meest populaire keuze omdat het een veelzijdig gas is dat kan worden gebruikt op een verscheidenheid aan metalen, waaronder zacht staal, roestvrij staal en aluminium.
Wat is de temperatuur van TIG-lassen?
TIG-lassen (GTAW of gaswolfraam) is een booglasproces dat werkt bij hoge temperaturen (meer dan 6000 graden Fahrenheit) om metalen te smelten en te verwarmen. Hoewel het duurder is dan staaflassen, is het schoner en veelzijdiger (werkt op staal, aluminium, messing en vele andere metalen).
Wat zijn de voor- en nadelen van TIG-lassen?
Voordelen van TIG-lassen: gedetailleerde precisie, verschillende toepassingen en posities, extreem complex metaallassen, niet-slijtende elektroden. Nadelen van TIG-lassen: tijdrovend proces, ingewikkelde apparaten, veiligheidsproblemen, kosten van inert gas.
Worden lassers na verloop van tijd blind?
Wanneer lassers hun ogen niet goed beschermen tegen de boog, krijgen ze vaak last van lasflits of fotokeratitis, een aandoening die wordt veroorzaakt door blootstelling aan intense ultraviolette straling, wat leidt tot tijdelijke blindheid en extreem ongemak. Meer extreme oogletsels kunnen leiden tot blijvende blindheid.
Wat is de juiste manier om je wolfraam te slijpen voor een stabiele boog?
Om het wolfraam goed te slijpen en vervuiling te voorkomen, verdient het de voorkeur om een slijpschijf te gebruiken die speciaal is ontworpen voor het slijpen van wolfraam, bestand tegen de hardheid van wolfraam. Slijp de elektrode recht in de richting van het wiel in een hoek van 90° en zorg ervoor dat de slijpmarkeringen in de lengterichting staan.
Wat is GTAW en SMAW?
SMAW - Fluxcoating van elektrode valt uiteen tijdens het lassen en produceert beschermgas. Er wordt geen apart beschermgas apart toegepast. GMAW-Beschermgas (inert of actief) wordt geleverd door een gasfles. GTAW—Inert beschermgas wordt geleverd door een gasfles.
Wat is het verschil tussen GMAW en GTAW?
GMAW maakt gebruik van een verbruikbare elektrode. Het elektrodemateriaal smelt dus weg en zet zich af op de lasrups. Bij GTAW- of TIG-lassen wordt gebruik gemaakt van een niet-slijtbare elektrode en dus wordt er geen elektrodemateriaal op de lasrups afgezet.
Wat zijn de voor- en nadelen van GTAW?
| GTAW-voordelen | GTAW-nadelen |
| Schone, hoogwaardige lassen | Lagere depositiepercentages |
| Last een breed scala aan metalen | Vereist een hoog niveau van operatorvaardigheid |
| Geen spatten of slakken, vonken of rook | Hoger niveau van UV-stralen |
| Maakt lassen in alle posities mogelijk | Vereist een goede oog- en handcoördinatie om laskwaliteit te verkrijgen |
Wat is het moeilijkste metaal om te lassen?
Aluminium is het metaal dat zeer moeilijk te lassen is vanwege het smeltpunt, de warmtegeleiding en ductiliteit.
Kun je TIG-lassen zonder gas?
NEE, u kunt niet Tig-lassen zonder gas! Er is gas nodig om zowel de wolfraamelektrode als het smeltbad te beschermen tegen zuurstof. De meeste Tig Welder-toortsen worden ook gekoeld door het gas, dus als u geen gas gebruikt, bestaat het risico dat de fakkel doorbrandt.
Wat is vacuümlassen?
Vacuümcementeren of vacuümlassen is het natuurlijke proces van het stollen van kleine voorwerpen in een hard vacuüm. Het meest opvallende voorbeeld is stof op het oppervlak van de maan. Dit effect was naar verluidt een probleem met de eerste Amerikaanse en Sovjet-satellieten, omdat kleine bewegende delen in elkaar zouden grijpen.
Hoeveel kost een fles argon?
Argongasflessen worden als de duurste beschouwd, met prijzen die oplopen tot $ 350 voor een nieuwe cilinder.
Kun je CO2 gebruiken voor TIG-lassen?
Nee, voor TIG-lassen is strikt alleen het gebruik van inert gas vereist. Zuivere argon is verreweg de meest voorkomende. Soms worden argon/heliummengsels gebruikt voor het lassen van dikkere delen van aluminium, waar extra warmtetoevoer nodig is.
Is TIG-lassen gemakkelijk?
Gaswolfraambooglassen (GTAW), of TIG, wordt vaak gespecificeerd om te voldoen aan strikte esthetische, structurele of code-/standaardvereisten. Het TIG-proces is complex en het is onbetwist het moeilijkste proces om te leren.
Heeft TIG filler nodig?
TIG-lassen vereist geen toevoegmateriaal, maar vertrouwt op een wolfraampunt om de metalen oppervlakken rechtstreeks te verwarmen en te verbinden.
Wat kan ik lassen met een TIG?
TIG-lasapparaten kunnen worden gebruikt voor het lassen van staal, roestvrij staal, chromoly, aluminium, nikkellegeringen, magnesium, koper, messing, brons en zelfs goud. TIG is een handig lasproces voor het lassen van wagons, fietsframes, grasmaaiers, deurgrepen, spatborden en meer.
Productieproces
- MIG-lassen versus TIG-lassen
- Verschil tussen MIG-lassen en TIG-lassen
- Wat is plasmabooglassen? - Onderdelen en werking?
- Wat is lassen? - Definitie | Soorten lassen
- Wat is Gas Tungsten Arc Welding of TIG-lassen?
- Wat is MIG-lassen en hoe MIG-lassen?
- Wat is gaslassen? - Onderdelen, proces en toepassing?
- Wat is flux-Cored Arc Welding (FCAW)? – Een volledige gids
- Wat is Shielded Metal Arc Welding (SMAW)?
- Verschil tussen booglassen en gaslassen
- Tungsten-inert-gaslassen (TIG) begrijpen