


Explosielassen:principe, werking, typen, toepassing, voor- en nadelen
Vandaag zullen we leren over het principe van explosielassen, werken, typen, toepassing, voor- en nadelen met zijn diagram. Explosielassen is ook een solid-state lasproces waarbij het lassen plaatsvindt zonder toepassing van externe warmte. Bij dit type laswerk wordt geen extra vulmateriaal gebruikt. Dit lassen vindt plaats zonder vorming van plastische toestand. Het wordt voornamelijk gebruikt om een groot oppervlak van ongelijk materiaal te verbinden dat niet kan worden gelast door andere lasprocessen. Dit lassen vindt toepassing bij het verbinden van grote metalen platen, het bekleden van de ene buis op de andere, het verstoppen van warmtewisselaars, het verbinden van verschillende elektrische connectoren, het verbinden van twee pijpen enz. 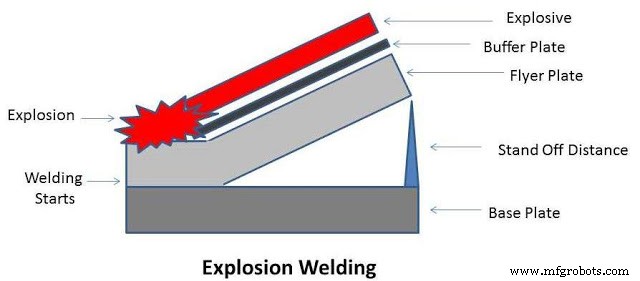
Explosief lassen:
Principe:
Dit lasproces werkt volgens het basisprincipe van metallurgische binding. In dit proces wordt een gecontroleerde ontploffing van explosief gebruikt op het lasoppervlak. Deze explosie genereert een hoge drukkracht, die de werkplaten op het grensvlak plastisch vervormt. Deze vervorming vormt een metallurgische binding tussen deze platen. Deze metallurgische binding is sterker dan de moedermaterialen. Het detonatieproces vindt plaats gedurende een zeer korte tijdsperiode die het moedermateriaal niet kan beschadigen. Dit is het basisprincipe van explosielassen. Dit lassen is in hoge mate afhankelijk van lasparameters zoals afstand, detonatiesnelheid, oppervlaktevoorbereiding, explosief enz. Dit lassen kan een groot gebied verbinden vanwege de hoge energie die beschikbaar is in explosief. Basisterminologie:
Basisplaat: Dit is een van de lasplaten die tijdelijk stationair wordt gehouden. Het betreft een steun die de grondplaat ondersteunt en de vervorming tijdens de explosie minimaliseert.
Typen:
Dit lassen kan worden ingedeeld in twee soorten volgens de configuratie van de opstelling.
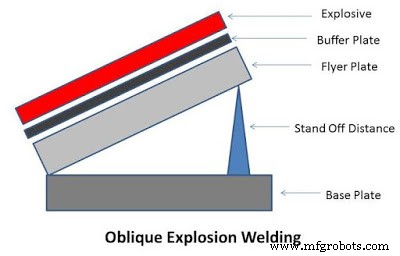
Schuine explosielassen:
Bij dit type lasproces wordt de grondplaat op een aambeeld bevestigd en maakt de vulplaat een hoek met de grondplaat. Deze lasconfiguratie wordt gebruikt om dunne en kleine platen te verbinden.
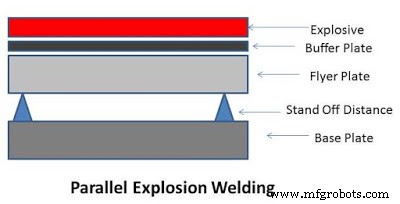
Parallel explosielassen:
Zoals de naam al aangeeft, is de vulplaat in deze lasconfiguratie evenwijdig aan de basisplaat. Er is enige afstand tussen de basisplaat en de vliegplaat. Deze configuratie wordt gebruikt om dikke en grote platen te lassen.
Werkt:
We hebben gesproken over het werkingsprincipe van explosielassen. De werking ervan kan als volgt worden samengevat.
- Eerst worden zowel de vliegplaat als het interface-oppervlak van de basisplaat schoongemaakt en voorbereid voor een goede las.
- Nu wordt de basisplaat op het hulpstuk bevestigd en wordt de flyerplaat op het bovenoppervlak ervan geplaatst op een vooraf gedefinieerde afstand (afstand). De flyerplaat kan schuin of evenwijdig zijn volgens de lasconfiguratie.
- De bufferplaat wordt over de flyerplaat geplaatst. Deze plaat beschermt de bovenzijde van de flyerplaats tegen schade als gevolg van de hoge impactkracht van de explosie.
- Het voorbereide explosief wordt in een doos met dezelfde afmeting lasoppervlak geplaatst. Deze doos wordt over de bufferplaat geplaatst. Er is een detonator aan één kant van het explosief. Dit wordt gebruikt om de explosie te starten .
- Nu ontstak de ontsteker het explosief dat een hogedrukgolf veroorzaakte. Deze golven vervormen het interface-oppervlak plastisch en vormen een metallurgische binding tussen de grondplaat en de vliegplaat. Deze binding is sterker dan het moedermateriaal.
Toepassing:
- Wordt gebruikt om grote structuurplaten van aluminium op roestvrij staal te lassen.
- Het wordt gebruikt om cilindrische componenten zoals pijp, concentrische cilinder, buis enz. te lassen.
- Las beklede plaat met staal in een warmtewisselaar.
- Verbind verschillende metalen die niet door een ander lasproces kunnen worden gelast.
- Voor het aansluiten van een koelventilator enz.
Voor- en nadelen:
Voordelen:
- Het kan zowel gelijkaardig als ongelijksoortig materiaal samenvoegen.
- Eenvoudig in bediening en gebruik.
- Een groot oppervlak kan in één keer worden gelast.
- Hoge metaalverbindingssnelheid. Er wordt meestal tijd besteed aan de voorbereiding van het lassen.
- Het heeft geen invloed op de eigenschappen van lasmateriaal.
- Het is een proces in vaste toestand, dus er is geen vulmateriaal, vloeimiddel enz. nodig.
Nadelen:
- Het kan alleen ductiel metaal met een hoge taaiheid lassen.
- Het creëert een groot geluid dat geluidsoverlast veroorzaakt.
- Lassen is sterk afhankelijk van procesparameters.
- Hogere veiligheidsmaatregelen vanwege explosief.
- Ontwerpen van verbindingen zijn beperkt.
Dit gaat allemaal over explosielasprincipe, werking, typen, toepassing, voor- en nadelen. Als u vragen heeft over dit artikel, kunt u deze stellen door een opmerking te plaatsen. Als je dit artikel leuk vindt, vergeet dan niet om het op je sociale netwerken te delen. Schrijf u in op onze website voor meer interessante artikelen. Bedankt voor het lezen.
Diffusieverlijming:principe, werking, toepassing, voor- en nadelen
Wrijvingslassen:principe, werking, typen, toepassing, voor- en nadelen
Productieproces
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
- Thermietlassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Werkingsprincipes, voor- en nadelen van MIG-lassen