


Diffusieverlijming:principe, werking, toepassing, voor- en nadelen
Vandaag leren we over het principe van diffusiebinding, werking, toepassing, voor- en nadelen. Diffusiebinding is een lasproces in vaste toestand waarbij geen vloeistof- of smeltfase is betrokken en de lasverbinding in zuivere vaste toestand wordt gevormd. Het smelt het lasmateriaal niet en meestal vindt er een beetje plastische vervorming plaats op het interface-oppervlak en de las wordt gevormd door intermoleculaire diffusie. Dit bindingsproces wordt uitgevoerd in vacuüm of in een inerte omgeving om oxidatie te verminderen. Dit wordt veel gebruikt om reftermaterialen samen te voegen in de ruimtevaart- en nucleaire industrie. Dit type lassen kan worden gebruikt om zowel vergelijkbare als ongelijke materialen te lassen met behulp van hoge druk en temperatuur. 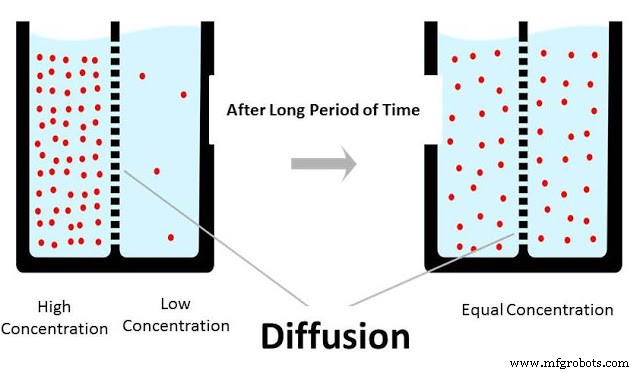 Lees ook:Wrijvingslassen
Lees ook:Wrijvingslassen 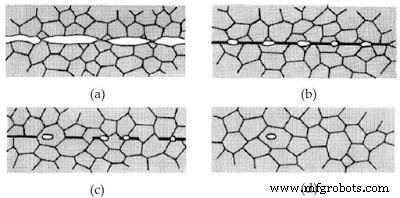
Diffusiebinding:
Principe en werking:
Dit proces werkt volgens het basisprincipe van diffusie. Diffusie betekent beweging van moleculen of atomen van een gebied met een hoge concentratie naar een gebied met een lage concentratie. Dit is het fundamentele principe van diffusielassen. Bij dit lasproces worden de beide lasplaten gedurende lange tijd onder hoge druk en temperatuur over elkaar geplaatst. Deze hogedrukkracht start diffusie tussen interface-oppervlakken. Deze diffusie kan worden versneld door toepassing van hoge temperatuur. Deze temperatuur doet de lasplaten niet smelten. Het temperatuurbereik is ongeveer 50-60% van de smelttemperatuur. Dit hele proces vindt plaats in vacuüm of in een inerte omgeving die de lasplaten beschermt tegen oxidatie.
Lees ook:Wrijvingslassen
- Eerst zijn beide lasplaatoppervlakken voorbereid voor het lassen. In dit proces zijn beide interface-oppervlakken even vlak gemaakt, wat een basisvereiste is voor het diffusieproces. De interface-oppervlakken moeten goed worden bewerkt, gereinigd en gepolijst, zodat alle chemische verontreinigingen van het oppervlak worden verwijderd. Elk vervuilend deeltje kan de diffusie tussen lasplaten verminderen.
- Nu worden beide platen geklemd en over elkaar geplaatst. Dit samenstel wordt in een vacuümkamer of in een inerte omgeving geplaatst. Dit beschermt het lasoppervlak tegen oxidatie.
- Een hoge druk en temperatuur toegepast op dit samenstel om diffusie te starten. De temperatuur die wordt toegepast door de ovenverwarming of elektrische weerstandsverwarming. De hoge druk wordt uitgeoefend door een hydraulische pers, eigen gewicht of door de differentiële gasdruk. Deze omstandigheden worden gedurende een lange tijd gehandhaafd voor een goede verspreiding.
- In de beginfase van dit proces vindt lokale vervorming plaats aan het grensvlak als gevolg van kruip en vloei. Nu vindt de diffusie plaats die een interfacegrens vormt.
- Na een lange tijd zijn beide platen goed in elkaar gediffundeerd, waardoor een sterke verbinding ontstaat. De interfacegrens verdwijnt en vormt een schone voeg. Deze verbinding heeft dezelfde eigenschappen of sterkte als het basismateriaal.
Lees ook:Verschil tussen MIG- en TIG-lassen
Voor- en nadelen:
Voordelen:
- De verbinding heeft dezelfde mechanische en fysieke eigenschappen als het moedermateriaal.
- Dit proces produceert een schone verbinding die vrij is van discontinuïteit en porositeit van de interface.
- Zowel vergelijkbaar als ongelijksoortig materiaal kan worden samengevoegd door middel van diffusiebinding.
- Het biedt een goede maattolerantie. Het wordt dus gebruikt om precisiecomponenten te maken.
- Lage bedrijfskosten.
- Het werkt eenvoudig.
- Het gebruikt geen vulmateriaal, vloeimiddel enz. die worden gebruikt bij booglassen proces.
- Het kan complexe vormen lassen.
Nadelen:
- Hoge initiële of installatiekosten.
- Het is een tijdrovend proces. Het kost meer tijd in vergelijking met andere lasprocedures.
- Oppervlaktevoorbereidingen van lasplaten zijn kritischer en moeilijker.
- De grootte van de las is beperkt afhankelijk van de beschikbare apparatuur.
- Dit proces is niet geschikt voor massaproductie.
- Heel sterk afhankelijk van lasparameters zoals oppervlakteafwerking, lasmateriaal, temperatuur, druk enz.
Toepassing:
- Het wordt meestal gebruikt om reftermaterialen te lassen die worden gebruikt in de lucht- en ruimtevaart en de nucleaire industrie.
- Diffusiebinding wordt gebruikt om titanium-, zirkonium- en berylliummetalen en hun legering te lassen.
- Het kan nikkellegeringen lassen zoals Inconel, Wrought Udimet enz.
- Het wordt gebruikt om verschillende metalen zoals Cu aan Ti, Cu aan Al enz. te lassen.
Dit gaat over het principe van diffusielassen, werking, toepassing, voor- en nadelen. Als u vragen heeft over dit artikel, kunt u deze stellen door een opmerking te plaatsen. Als je dit artikel leuk vindt, vergeet dan niet om het op je sociale netwerken te delen. Schrijf u in op onze website voor meer interessante artikelen. Bedankt voor het lezen.
Smeedlassen:principe, werking, toepassing, voor- en nadelen
Explosielassen:principe, werking, typen, toepassing, voor- en nadelen
Productieproces
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
- Thermietlassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Werkingsprincipes, voor- en nadelen van MIG-lassen