


Wrijvingslassen:principe, werking, typen, toepassing, voor- en nadelen
Vandaag zullen we leren over het principe van wrijvingslassen, werking, typen, toepassing, voor- en nadelen met zijn diagram. Wrijvingslassen is een solid state lasproces. Solid-state lassen is een lasproces waarbij geen externe warmte wordt toegepast of waarbij geen sprake is van gesmolten of plastische toestand. Bij dit type lassen , lassen vindt plaats als gevolg van externe druk die in de vaste toestand wordt uitgeoefend. Bij het wrijvingslasproces zijn zowel de platen als het werkstuk dat moet worden verbonden, roteren of bewegen ten opzichte van elkaar. Deze relatieve beweging veroorzaakt wrijving die materiaal plastisch verplaatst op het contactoppervlak. Een hoge druk die werd uitgeoefend totdat de las voltooid was. Dit laswerk wordt gebruikt om stalen staven en buizen tot een diameter van 100 mm te verbinden. 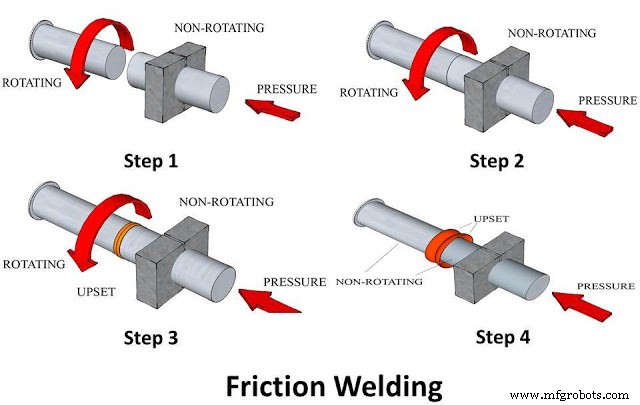
Wrijvingslassen:
Principe:
Wrijvingslassen werkt volgens het basisprincipe van wrijving. Bij dit lasproces wordt de wrijving gebruikt om warmte op het interferentieoppervlak te genereren. Deze warmte wordt verder gebruikt om twee werkstukken met elkaar te verbinden door externe druk uit te oefenen op het oppervlak van het werkstuk. Bij dit lasproces wordt de wrijving toegepast totdat de plastische vormtemperatuur is bereikt. Het is normaal 900-1300 graden Celsius voor staal. Na deze verwarmingsfase wordt een gelijkmatig toenemende drukkracht uitgeoefend totdat de beide metalen werkstukken een permanente verbinding vormen. Deze verbinding ontstaat door een thermomechanische behandeling aan het contactoppervlak.
Werkt:
Er zijn veel soorten wrijvingslasprocessen die anders werken. Maar al deze verschillende processen omvatten een gemeenschappelijk werkingsprincipe dat als volgt kan worden samengevat.
- Eerst worden beide werkstukken voorbereid voor een glad vierkant oppervlak. Een ervan is gemonteerd op een door een rotor aangedreven boorkop en de andere blijft stationair.
- De rotor laat draaien op hoge snelheid toe, waardoor het een op een gemonteerd werkstuk roteert. Er wordt een kleine drukkracht uitgeoefend op het stationaire werkstuk waardoor het oppervlak kan worden gereinigd door polijsten.
- Nu wordt er een hoge drukkracht uitgeoefend op het stationaire werkstuk die het naar een roterend werkstuk dwingt en een hoge wrijvingskracht genereert. Deze wrijving genereert warmte aan het contactoppervlak. Het wordt aangebracht totdat de plastische vormtemperatuur is bereikt.
- Als de temperatuur de gewenste limiet heeft bereikt, wordt de rotor gestopt en wordt de drukkracht steeds groter totdat de hele las is gevormd.
- Dit lassen wordt gebruikt om die metalen en legeringen te lassen die niet op een andere manier kunnen worden gelast.
Typen:
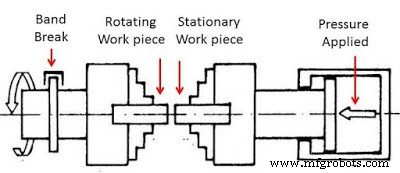
Continu wrijvingslassen induceren:
Dit lassen is hetzelfde als we hierboven hebben besproken. Bij dit lasproces is de rotor verbonden met een band rem . Wanneer de wrijving de grens van de plastische temperatuur overschrijdt, treedt de bandrem in werking die de rotor stopt, maar de druk die op het werkstuk wordt uitgeoefend, wordt steeds groter totdat de las is gevormd.
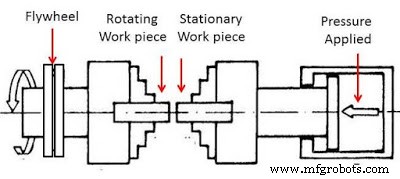
Traagheidswrijvingslassen:
Bij dit type wrijvingslassen wordt de bandrem vervangen door de motor vliegwiel en asvliegwiel. Deze vliegwielen verbinden de boorkop met de motor. Bij het starten van het lassen zijn beide vliegwielen met elkaar verbonden. Wanneer de snelheid of wrijving zijn limiet bereikt, scheidt het motorvliegwiel zich van het asvliegwiel. Asvliegwiel heeft een laag traagheidsmoment dat stopt zonder rem. De drukkracht wordt continu op het werkstuk uitgeoefend totdat de las is gevormd.
Toepassing:
- Voor het lassen van buizen en assen.
- Het wordt meestal gebruikt in de ruimtevaart, automobiel , zee- en olie-industrie.
- Tandwielen, asbuis, kleppen, aandrijflijn enz. componenten zijn wrijvingsgelast.
- Het wordt gebruikt om smeden . te vervangen of casten montage.
- Hydraulische zuigerstang, bussen van vrachtwagenrollen enz. worden verbonden door wrijvingslassen.
- Gebruikt in elektrische industrieën voor het lassen van koperen en aluminium apparatuur.
- Gebruikt in pomp voor het lassen van pompas (roestvrij staal tot koolstofstaal).
- Versnellingspook, boren, drijfstang etc. worden gelast door wrijvingslassen.
Voor- en nadelen:
Voordelen:
- Het is een milieuvriendelijk proces zonder generatierook enz.
- Smalle, door warmte aangetaste zone, dus geen verandering in eigenschappen van warmtegevoelig materiaal.
- Geen vulmetaal vereist.
- De lassterkte is in de meeste gevallen sterk.
- Eenvoudig geautomatiseerd.
- Hoge lassnelheid.
- Hoge efficiëntie van las.
- Met dit proces kan een grote verscheidenheid aan metaal worden gelast.
Nadelen:
- Dit wordt meestal alleen gebruikt voor ronde staven met dezelfde doorsnede.
- Niet-vervalsbaar materiaal kan niet worden gelast.
- Voorbereiding van het werkstuk is belangrijker
- Hoge installatiekosten.
- Gezamenlijk ontwerp is beperkt.
Dit gaat allemaal over wrijvingslassen principe, werking, typen, toepassing, voor- en nadelen. Als u vragen heeft over dit artikel, kunt u deze stellen door een opmerking te plaatsen. Als je dit artikel leuk vindt, vergeet dan niet om het op je sociale netwerken te delen. Schrijf u in op onze website voor meer interessante artikelen. Bedankt voor het lezen.
Explosielassen:principe, werking, typen, toepassing, voor- en nadelen
MIG-lassen:principe, werking, apparatuur, toepassingen, voor- en nadelen
Productieproces
- Wat is wrijvingslassen? - Werken en toepassen?
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Werkingsprincipe van wrijvingslassen:
- Werkingsprincipes, voor- en nadelen van MIG-lassen