


MIG-lassen:principe, werking, apparatuur, toepassingen, voor- en nadelen
Vandaag leren we wat het MIG-lasprincipe is, werking, apparatuur, toepassingen, voor- en nadelen. MIG staat voor Metal Inert Gas Welding of soms staat het bekend als Gas Metal Arc Welding. Dit lassen is hetzelfde als TiG-lassen behalve een niet-verbruikbare elektrode die is vervangen door een verbruikbare elektrodedraad. Dit proces is een geautomatiseerd of semi-automatisch booglasproces waarbij inerte gassen worden gebruikt als beschermgas en een verbruikbare draadelektrode wordt gebruikt. Dit lassen is in 1940 ontwikkeld voor het lassen van aluminium of andere non-ferro metalen. Tegenwoordig is dit te vinden in elk industrieel of productieproces vanwege de hoge snelheid, eenvoudige bediening en gemakkelijk te automatiseren eigenschappen. Het wordt meestal gebruikt in de plaatmetaalindustrie of in de automobiel industrieën. 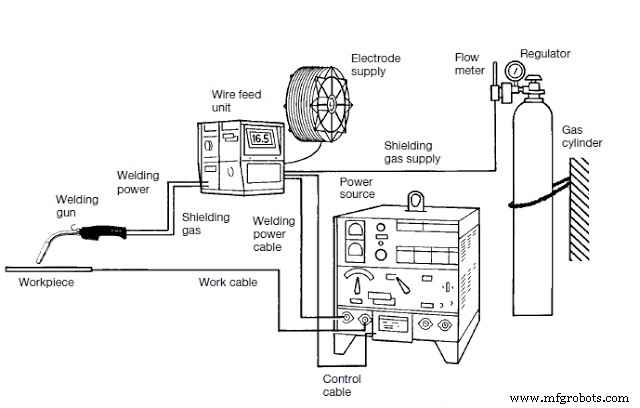
MIG-lassen:
Principe:
Mig werkt volgens hetzelfde principe van TIG of booglassen . Het werkt volgens het basisprincipe van warmteopwekking door elektrische boog. Deze warmte wordt verder gebruikt om verbruikbare elektrode- en basisplatenmetaal te smelten, die samen stollen en een sterke verbinding vormen. De afgeschermde gassen worden ook toegevoerd via een mondstuk dat de laszone beschermt tegen andere reactieve gassen. Dit geeft een goede oppervlakte-afwerking en een sterkere verbinding.
Apparatuur:
Power Source:
Bij dit type lassen proces, wordt een gelijkstroomvoeding met omgekeerde polariteit gebruikt. Omgekeerde polariteit betekent dat de elektrode of in het geval van MIG-lassen de elektrodedraad is aangesloten op de positieve pool en het werkstuk op de negatieve pool. Het is te wijten aan het principe van het elektrische circuit dat stelt dat 70% van de warmte altijd aan de positieve kant is. Dus omgekeerde polariteit zorgt ervoor dat de maximale hoeveelheid warmte vrijkomt aan de kant van het gereedschap, waardoor het vulmetaal op de juiste manier smelt. Rechte polariteit kan een onstabiele boog veroorzaken die resulteert in grote spatten. De stroombron bestaat uit een voeding, een transformator, een gelijkrichter die wisselstroom in gelijkstroom verandert en enkele elektronische bedieningselementen die de stroomtoevoer regelen volgens de lasvereisten.
Draadaanvoersysteem:
We weten dat MIG-lassen een continue toevoer van verbruikselektroden nodig heeft voor het lassen van twee platen. Deze verbruikbare elektrode wordt gebruikt in de vorm van draad. Deze draad wordt continu aangevoerd door een draadaanvoermechanisme of -systeem. Het regelt de snelheid van de draad en duwt ook de draadvormige lastoorts naar het lasgebied. Deze zijn verkrijgbaar in verschillende soorten en maten. Het bestaat uit een draadpoolhouder, een aandrijfmotor, een set aandrijfrollen en draadaanvoerbesturingen. De draadaanvoersnelheid regelt rechtstreeks de stroomtoevoer via de voeding. Als de draadaanvoersnelheid hoog is, was er meer stroom nodig in de laszone om de juiste warmte te produceren voor het smelten ervan.
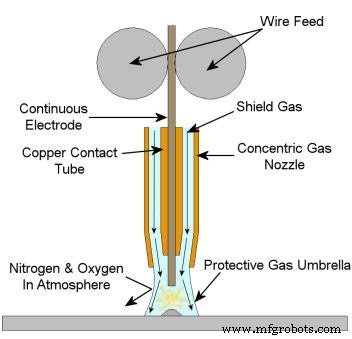
Lastoorts:
Deze toorts is iets anders dan bij TIG-lassen. In deze toorts zit een mechanisme dat de draad vasthoudt en continu aanvoert met behulp van draadaanvoer. De voorkant van de toorts is voorzien van een mondstuk. Het mondstuk wordt gebruikt om inerte gassen te leveren. Deze gassen vormen een afschermingsgebied rond de laszone en beschermen deze tegen oxidatie. De lastoorts is luchtgekoeld of watergekoeld volgens de vereiste. Voor een hoge stroomtoevoer is de toorts watergekoeld en voor een lage stroomtoevoer is deze luchtgekoeld.
Beschermgassen:
De primaire functie van beschermgassen is om het lasgebied te beschermen tegen andere reactieve gassen zoals zuurstof enz. Die de sterkte van de lasverbinding kunnen beïnvloeden. Deze beschermgassen zijn ook plasma dat helpt bij het lassen. De gaskeuze is afhankelijk van het lasmateriaal. Meestal worden argon, helium en andere inerte gassen gebruikt als beschermgassen.
Regelgevers:
Zoals de naam al aangeeft, worden ze gebruikt om de stroom van inerte gassen uit de cilinder te regelen. De inerte gassen worden onder hoge druk in een cilinder gevuld. Deze gassen kunnen bij deze druk niet worden gebruikt, dus wordt er een regelaar gebruikt tussen de gastoevoer die de gasdruk verlaagt volgens de lasvereisten.
Werkt:
De werking ervan kan als volgt worden samengevat.- Eerst wordt een hoogspanningsstroom omgezet in gelijkstroomvoeding met hoge stroom bij lage spanning. Deze stroom gaat door de laselektrode.
- Een verbruiksdraad wordt gebruikt als elektrode. De elektrode wordt aangesloten op de negatieve pool en het werkstuk vanaf de positieve pool.
- Er zal een fijne intense boog ontstaan tussen de elektrode en het werkstuk als gevolg van de stroomtoevoer. Deze boog wordt gebruikt om warmte te produceren die de elektrode en het basismetaal doet smelten. Meestal wordt de elektrode gemaakt door het basismetaal voor uniforme verbinding maken.
- Deze boog wordt goed afgeschermd door beschermgassen. Deze gassen beschermen de las tegen andere reactieve gassen die de sterkte van de lasverbinding kunnen aantasten.
- Deze elektrode beweegt continu op het lasgebied om een goede lasverbinding te maken. De hoek van de rijrichting moet tussen 10-15 graden worden gehouden. Voor hoekverbindingen moet de hoek 45 graden zijn.
Toepassingen:
- MIG is het meest geschikt voor de fabricage van plaatstaal.
- Over het algemeen kunnen alle beschikbare metalen via dit proces worden gelast.
- Het kan worden gebruikt voor het lassen van diepe groeven.
Voor- en nadelen:
Voordelen:
- Het zorgt voor een hogere depositiesnelheid.
- Het is sneller in vergelijking met booglassen omdat het continu vulmateriaal levert.
- Het produceert schone las met betere kwaliteit.
- Er is geen slakvorming.
- Minimaliseer lasfouten .
- Dit lassen produceert zeer weinig slak.
- Het kan worden gebruikt om diepe groeflassen te maken.
- Het kan eenvoudig worden geautomatiseerd.
Nadelen:
- Het kan niet worden gebruikt voor het lassen van moeilijk bereikbare delen.
- Hogere initiële of installatiekosten.
- Het kan niet worden gebruikt voor buitenwerk omdat wind schade aan het gasscherm kan veroorzaken.
- Er was hooggeschoolde arbeid voor nodig.
Dit gaat allemaal over wat het MIG-lasprincipe is, werking, apparatuur, toepassing, voor- en nadelen met zijn diagram. Als u vragen heeft over dit artikel, kunt u deze stellen door een opmerking te plaatsen. Als je dit artikel leuk vindt, vergeet dan niet om het op je sociale netwerken te delen. Schrijf u in op onze website voor meer interessante artikelen. Bedankt voor het lezen.
Wrijvingslassen:principe, werking, typen, toepassing, voor- en nadelen
Wat is TIG-lassen:principe, werking, uitrusting, toepassingen, voor- en nadelen
Productieproces
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Toepassingen, voor- en nadelen van TIG-lassen
- Werkingsprincipes, voor- en nadelen van MIG-lassen
- Toepassingen, voor- en nadelen van Elektroslaklassen (ESW)
- Toepassingen, voor- en nadelen van ondergedompeld booglassen
- Toepassingen, voor- en nadelen van plasmabooglassen