


Trekhoek bij spuitgieten:ontwerprichtlijnen en cruciaal belang
Spuitgieten blijft de beste methode voor de snelle productie van grote volumes en complexe onderdelen. Eén enkel geometrisch kenmerk (de trekhoek) speelt een cruciale rol bij het garanderen dat deze onderdelen voldoen aan de verwachtingen op het gebied van kwaliteit, kosten en prestaties.
In dit artikel ontrafelen we diepgangshoeken:wat ze zijn, waarom ze ertoe doen en hoe je ze ontwerpt voor optimale resultaten. Door deze richtlijnen te volgen, vermijdt u kostbare defecten, verkort u de cyclustijden en bereikt u de afwerking die u nodig heeft.
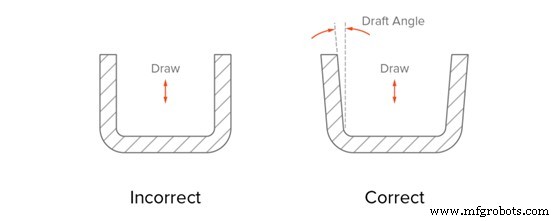
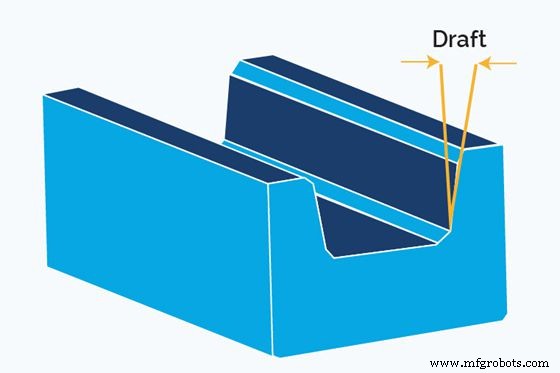
De diepgangshoek is de opzettelijke tapsheid die op de wanden van een mal wordt aangebracht, gemeten in graden ten opzichte van de tekenrichting van het onderdeel. Hoewel de hoek een vormkenmerk is, is deze ook zichtbaar op het voltooide onderdeel. Ingenieurs mikken doorgaans op ongeveer 1,5°, hoewel waarden tussen 0,5° en 10° gebruikelijk zijn voor gespecialiseerde onderdelen.
Waarom trekhoek belangrijk is bij spuitgieten
Soepele uitwerping van onderdelen
Tijdens het uitwerpen komt het onderdeel in contact met de matrijswanden, waardoor wrijving ontstaat die het oppervlak kan vervormen, de vereiste uitwerpkracht kan vergroten en de standtijd van het gereedschap kan verkorten. Bij een juiste trekhoek wordt het onderdeel onmiddellijk losgelaten terwijl de uitwerppennen het naar buiten duwen, waardoor contact en wrijving worden geëlimineerd.
Zonder trek glijdt het onderdeel langs de mal, waardoor de oppervlakteafwerking en toleranties in gevaar komen en er hogere uitwerpkrachten ontstaan.
Kromvormingspreventie
Als een onderdeel zich losmaakt van de mal, kan er een vacuüm ontstaan als er geen tocht is, waardoor het onderdeel naar binnen wordt getrokken en kromtrekking ontstaat. Door de diepgang kan er onmiddellijk lucht naar binnen stromen, waardoor vacuümvorming wordt voorkomen en de geometrie vlak blijft.

Superieure oppervlakteafwerking
Door wrijving tegen de mal te elimineren, blijven fijne oppervlaktedetails behouden en is er minder nabewerking nodig. Als het om texturen gaat, moet de diepgang niet alleen rekening houden met de grove vorm, maar ook met de fijne uitsteeksels.
Vermindert diepe trek en flits
Dieptrekken (wanneer de malhelften uiteenvallen langs een lijn die in het onderdeel snijdt) brengt het risico met zich mee dat het onderdeel blijft plakken. Een grotere tochthoek verzacht dit door de scheiding te vergemakkelijken en de flits te verminderen.
Kostenbesparingen
Diepgangshoeken verminderen kromtrekken, verbeteren de oppervlaktekwaliteit en verlagen de uitwerpkrachten. Deze voordelen vertalen zich in minder uitval, minder bewerking en minder gereedschapslijtage, waardoor uiteindelijk zowel de productie- als de onderhoudskosten worden verlaagd.
Ontwerprichtlijnen voor diepgangshoeken
Het kiezen van de juiste trekhoek vereist een evenwicht tussen functionele, esthetische en maakbaarheidsproblemen. Hieronder vindt u beproefde vuistregels.
1. Mechanische pasvormen en thermische krimp
Trekhoeken beïnvloeden hoe een onderdeel krimpt tijdens het afkoelen. Externe vlakken bewegen naar buiten, terwijl interne vlakken naar binnen trekken, waardoor de maattoleranties mogelijk veranderen. Zorg ervoor dat de getekende geometrie na het krimpen nog steeds aan de pasvormvereisten voldoet.
2. Textuurgedreven diepgang
Hoe ruwer de oppervlaktetextuur, hoe groter de trek die nodig is om slijtage tijdens het uitwerpen te voorkomen. Voor spiegelafwerkingen is 0,5° gebruikelijk. Verhoog de diepgang met 0,4° voor elke 0,1 mm toegevoegde ruwheid, tot 10° voor extreme patronen.
3. Dieptegebaseerde diepgang
Diepere kenmerken genereren meer vacuümrisico. Voeg 1° diepgang toe voor elke inch onderdeeldiepte (≈25 mm). Pas iets aan het materiaal of de onderdeelgrootte aan, maar deze regel geldt voor de meeste gevallen.
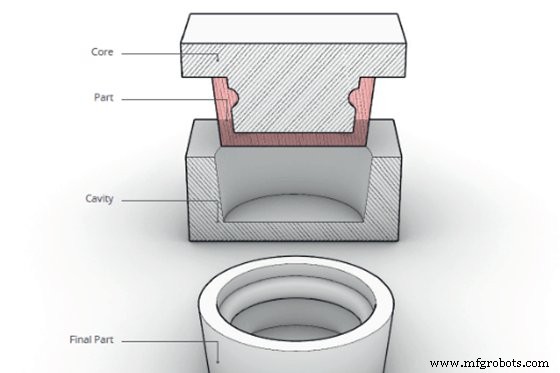
4. Kern-holtebenadering
Wanneer een buitenoppervlak glad moet blijven terwijl de binnenkant ruw mag zijn (bijvoorbeeld bij beschermende behuizingen), breng dan een iets grotere diepgang aan op de kern. De kern krimpt in de mal, terwijl het buitenoppervlak netjes loslaat.
Beknopte handleiding:Tips voor diepgang
- Begin voor de meeste onderdelen met een diepgang van 1,5°.
- Trek zowel holte als kern; kerndiepgang kan 0,2–0,5° hoger zijn.
- Voeg 1° per inch diepte toe.
- Vergroot voor elke 0,1 mm ruwheid de diepgang met 0,4°.
- Pas diepgang toe op alle verticale elementen:muren, ribben, lamellen, ondersnijdingen.
- Gebruik de kernholtemethode voor een esthetisch gladde buitenkant.
- Neem ook concepten op van zijdelings getekende elementen.
- Harde, schurende materialen vereisen een grotere trek dan zachte, ductiele materialen.
Conclusie
Diepgangshoeken zijn meer dan een vormdetail:ze vormen de basis van betrouwbare, hoogwaardige spuitgietonderdelen. Door de bovenstaande richtlijnen op te nemen, vermindert u het aantal defecten, verlaagt u de kosten en verbetert u de algehele productieprestaties.
WayKen Rapid Manufacturing is gespecialiseerd in precisiematrijsontwerp en snelle gereedschappen. Onze diensten omvatten gedetailleerde DFM-analyses, nauwkeurige simulatie van diepgangshoeken en kant-en-klare productieoplossingen. Neem vandaag nog contact met ons op om uw spuitgietprojecten te versnellen.
Veelgestelde vragen
Wanneer moet ik een tochthoek opnemen?
Er moet vanaf de vroegste ontwerpfase rekening worden gehouden met diepgangshoeken (idealiter tijdens conceptuele schetsen en prototypeontwikkeling) om de maakbaarheid en integriteit van de onderdelen te garanderen.
Kan ik diepgangshoeken overslaan?
Het weglaten van diepgangshoeken is riskant. Hoewel kleine onderdelen met nauwe toleranties dit kunnen tolereren, maakt het risico op kromtrekken, oppervlaktedefecten en hogere gereedschapsslijtage dit in de meeste gevallen niet raadzaam.
Wat zijn positieve versus negatieve concepten?
Een positieve diepgang betekent dat het onderdeel taps toeloopt in de richting van de vormholte (breder aan de basis). Een negatieve trek loopt naar buiten taps toe, wat zelden wordt gebruikt bij spuitgieten vanwege uitwerpproblemen.
Industriële technologie
- Wat bepaalt de toekomst van werk in het magazijn
- Top 11 B2B e-commerce platforms voor ondernemers in 2022
- Het beest van supply chain-activiteiten in de detailhandel temmen
- Ben je klaar nu het orkaanseizoen begint?
- Discussie over voeding en aarde in elektromagnetische compatibiliteit van PCB
- Navigeren door het doolhof:van merkbekendheid tot inkooporder
- Vereenvoudiging van IoT-ontwikkeling met Eclipse IoT
- 5 tips om uw spel in productiebeheer te verbeteren
- Kosten voor verzending van recyclebare materialen:hoe metalen bijdragen aan ROI
- Drie belangrijke lessen uit de crisis van het chiptekort
- Precisiegieten:onderdelen consolideren om de productiekosten te verlagen