


Optimalisatie van uitwerppennen voor superieure spuitgietprestaties
Uitwerppennen zijn cruciale componenten van de spuitgietcyclus, waarbij afgewerkte onderdelen onmiddellijk na afkoeling uit de matrijsholte worden geschoten. Samen met de uitwerpmessen en -blokken zorgen ze voor een snelle en betrouwbare vrijgave van onderdelen.
Het selecteren van de juiste uitwerppen is van cruciaal belang, omdat dit rechtstreeks van invloed is op de integriteit van het onderdeel en de oppervlaktekwaliteit. In deze handleiding worden de basisbeginselen, typen, veelvoorkomende defecten en selectie van de beste praktijken van de uitwerppen uitgelegd.
Bij het spuitgieten verwijdert het uitwerppinmechanisme de gekoelde onderdelen uit de matrijs, waardoor de cyclusefficiëntie aanzienlijk wordt verhoogd.
De mal bestaat uit twee helften:een beweegbare zijdeA en een stationaire zijdeB waarin het uitwerpsysteem is ondergebracht. Nadat de holte is afgekoeld en geopend, duwt de uitwerppen het geharde plastic uit de mal.
Opmerking: De kracht van de uitwerper kan een ondiepe deuk in het onderdeel achterlaten.
Typen uitwerppennen die worden gebruikt tijdens het spuitgieten
Fabrikanten bieden verschillende uitwerppenconfiguraties die zijn afgestemd op specifieke materialen en onderdeelgeometrieën. Hieronder vindt u de meest voorkomende opties die worden gebruikt bij rapid tooling.

Uitwerppen nr. 1:Door en door harde uitwerper
Door-harde pinnen ondergaan een warmtebehandeling om de diametersterkte te vergroten, waardoor gebruik met polymeren onder de 200°C mogelijk wordt.

Uitwerppen #2:Nitride H13-uitwerper
Geharde H13-pinnen zijn bestand tegen temperaturen tot 600 °C. Ze zijn boorbaar of tapbaar, maar zijn zachter en gevoeliger voor chippen dan varianten van hogere kwaliteit.

Uitwerppen #3:Zwarte uitwerper
Zwarte uitwerppennen vervangen nitride H13 bij toepassingen met hoge temperaturen. Hun zelfsmerende oppervlak verdraagt temperaturen tot 1.000 °C, waardoor ze ideaal zijn voor auto-onderdelen, zij het tegen hogere kosten.
Andere uitwerpsystemen
- Uitwerphulzen zijn holle pennen die de kernpen beschermen en geleiden.
- Uitwerpplaten Werk met de pinnen door de pinkop vast te houden, zodat je tijdens het gieten niet per ongeluk losraakt.
- Uitwerpblokken zijn voorzien van smeergroeven en worden gebruikt op dunne onderdelen om pinmarks te verminderen en de oppervlakteafwerking te verbeteren.
Hoe werkt een uitwerppen?
Als u de cyclus van de uitwerppen begrijpt, bestaande uit injectie, koeling en vrijgave van onderdelen, kunt u de juiste machine selecteren en defecten voorkomen.
- Injectiefase: Gesmolten plastic wordt in de matrijsholte gebracht.
- Afkoelfase: Kunststof stolt tot een verhard onderdeel.
- Gedeeltelijke releasefase: Het uitwerpsysteem duwt het onderdeel handmatig of automatisch uit de holte.
Automatische uitwerppennen zorgen voor een enkele axiale duw, geleid door klemplaten en de uitwerpkast, waardoor een consistente vrijgave wordt gegarandeerd.
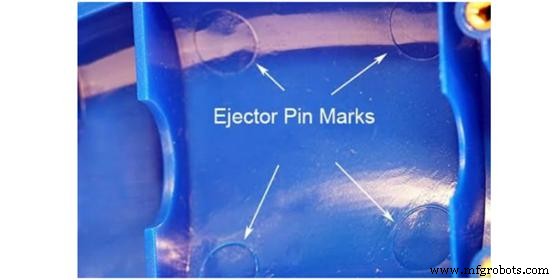
Oorzaken en oplossingen voor uitwerppinmarkeringen
Hoewel pin-marks onvermijdelijk zijn, kunnen deze met de juiste procesbeheersing tot een minimum worden beperkt. Veelvoorkomende oorzaken en oplossingen zijn:
Minder koeltijd
Door onvoldoende koeling kan de pin zich in het onderdeel nestelen, waardoor diepe deuken ontstaan. Zorg ervoor dat het onderdeel volledig stolt voordat u het uitwerpt.
Dun product en andere kenmerken
Zeer dunne onderdelen (≤2,5 mm wanddikte) zijn gevoeliger voor zichtbare vlekken. Voor onderdelen met een hoge oppervlakteafwerking kunt u uitwerpmessen of -blokken overwegen in plaats van pennen.
Dwell-tijd en verblijfstemperatuur
Een te lange verblijftijd verhoogt de glasovergangstemperatuur, wat leidt tot voortijdige uitwerping en zwakke onderdelen. Verkort de verblijftijd om te passen bij het thermische profiel van het polymeer.

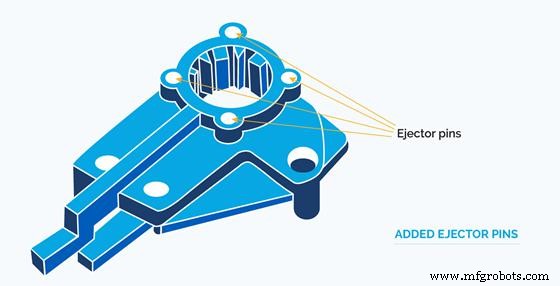
Plaatsing en opstelling van de uitwerppen
- Complexe onderdelen hebben mogelijk meer pinnen nodig.
- Plaats pins op vlakke oppervlakken. Trappen of hellingen verminderen de steun en vergroten de markeringen.
- Houd pinnen op veilige afstand van koelkanalen om interferentie te voorkomen.
- Richt je op gebieden met veel kracht, zoals kernen en ribben.
Machineselectie
Machines met een grote capaciteit kunnen overmatige druk genereren voor kleine mallen met een laag volume, waardoor interne spanningen en vlekken ontstaan. Stem de machinecapaciteit af op de matrijsgrootte.
Druk vasthouden
Pas de houddruk aan om de integriteit van het onderdeel en het uitwerpgemak in evenwicht te brengen; te hoge druk maakt verwijdering moeilijk.
Andere methoden om uitwerppinmarkeringen te verminderen
- Gebruik slijtvaste polymeren zoals nylon, polyoxyethyleen of UHMWPE.
- Breng een losmiddel aan voor een soepeler uitwerpen.
- Incorporeer tochthoeken om de uitwerpkracht te verminderen.
Hoe kies je de juiste uitwerppennen bij spuitgieten?
Het selecteren van de juiste pinnen omvat het evalueren van materiaal, grootte en procesparameters. Belangrijke overwegingen zijn:
Grote pendiameter voor grote onderdelen
Een grotere diameter vermindert de penetratiekracht en minimaliseert deuken. Gebruik gehele waarden om onregelmatigheden bij de productie te voorkomen.
Pingrootte relatief aan onderdeelgrootte
Hoewel de diameter groot moet zijn, moet de totale pingrootte overeenkomen met de afmetingen van het onderdeel om overpenetratie te voorkomen.
Krachtvereisten
Zorg ervoor dat de pen de injectiedruk kan weerstaan; diameters van minimaal 2,5 mm worden aanbevolen. Voor ondersnijdingen kunt u schouderpinnen overwegen.
Houd ook rekening met het materiaaltype en de kosten; een robuuste pin vermindert de onderhoudskosten op de lange termijn.
Conclusie
Uitwerppennen zijn essentieel voor het efficiënt vrijgeven van onderdelen bij het spuitgieten. Als u de typen, werking en selectie van best practices begrijpt, kunt u de kwaliteit van de onderdelen en de procesbetrouwbaarheid aanzienlijk verbeteren.
Op zoek naar snelle gereedschaps- en spuitgietdiensten? Neem contact op met WayKen voor hoogwaardige matrijsonderdelen die snel en kosteneffectief worden geleverd.
Veelgestelde vragen
Wat is een speldenteken?
Uitwerppinmarkeringen zijn glanzende of witte afdrukken die door de pin op het klasse-A-oppervlak van het onderdeel worden achtergelaten. Als ze niet worden aangepakt, kunnen ze leiden tot scheuren in het oppervlak.
Hoe kan ik pinmarkeringen op de uitwerper herkennen?
Pinmarkeringen verschijnen als glanzende of witachtige deuken op de exacte locaties waar de pinnetjes contact maken met het onderdeel.
Van welk materiaal zijn de uitwerppennen gemaakt?
Veel voorkomende materialen zijn onder meer staal, H-13, M-2 en 420 roestvrij staal, vaak hittebehandeld voor verbeterde sterkte.
Industriële technologie
- Wat is een waterstraalsnijproces?
- Hoe werken chatbots? | Waarom is het belangrijk voor uw bedrijf | 2018
- Star- en Delta-verbonden verlichtingsbelastingen
- Transistor verzadigd:wat het is en hoe er een te identificeren?
- Strategische oplossingen voor leadgeneratie voor fabrikanten en industriële distributeurs
- De experthandleiding voor Field Service Management
- De juiste lamellenschijf kan tijd en geld besparen
- Gevoelige spanningsdetector
- UK Network Rail gebruikt IoT, AI en deep learning om 's werelds oudste spoorwegsysteem te verbeteren
- 6 redenen waarom Ball Grid Arrays (BGA's) populair zijn
- Just-in-time management – een handleiding voor fabrikanten voor effectief voorraadbeheer