


Optimalisatie van de lasersnijkwaliteit om de secundaire afwerkingskosten te verlagen
Het optimaliseren van de lasersnijkwaliteit om de secundaire afwerkingskosten te verlagen
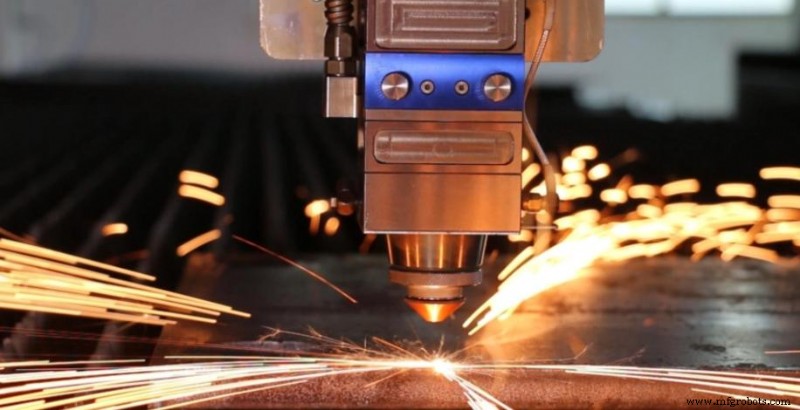
Lasersnijden blijft de beste methode in de sector voor uiterst nauwkeurig plaatwerk. De echte efficiëntie hangt echter af van het leveren van een consistente randkwaliteit. Slechte randen dwingen kostbaar ontbramen, slijpen en herwerken af, waardoor de tijd- en materiaalbesparingen die het proces belooft, worden aangetast.
Bij de meeste plaatwerkopdrachten zijn randdefecten het gevolg van procesinstellingen en niet van de machine zelf. In deze gids worden de meest voorkomende lasersnijproblemen, hun hoofdoorzaken en praktische oplossingen besproken die de nabewerkingsinspanningen verminderen.
De verborgen kosten van slechte lasergesneden randkwaliteit
- Arbeidsintensief ontbramen: Het handmatig verwijderen van laserbramen is langzaam en arbeidsintensief. Wanneer het een workflowstap wordt, betaalt u twee keer:één keer voor het snijden en één keer voor de nabewerking. De overhead stapelt zich snel op tijdens een productierun.
- Materiaalverspilling en afkeuringen: De ruwe randgeometrie kan de maatnauwkeurigheid in gevaar brengen en montageproblemen tijdens de montage veroorzaken, wat kan leiden tot afgekeurde onderdelen en productievertragingen.
- Gecompromitteerde esthetiek en pasvorm: Geoxideerde of oneffen randen belemmeren het lassen en poedercoaten. Schone, consistente oppervlakken zijn essentieel voor sterke lasverbindingen en een onberispelijke afwerking.
Veel voorkomende lasersnijdefecten en hun oorzaken
De meeste defecten zijn terug te voeren op een handvol uit balans zijnde procesfactoren. Het identificeren van de hoofdoorzaak is de snelste manier om ze op te lossen.
Vechten tegen slakken en bramen
Er ontstaan schuim en bramen wanneer gesmolten materiaal niet volledig uit de snijzone wordt verwijderd en langs de rand opnieuw stolt.
- Thermische onbalans: Bij dikker materiaal hoopt zich warmte op aan de onderkant van de snede, waardoor gesmolten metaal niet soepel kan ontsnappen. Controleer eerst de focuslocatie en energie-instellingen en pas deze aan.
- Gasdruk komt niet overeen: Hulpgas werpt gesmolten materiaal uit. Bij onvoldoende druk blijft smelt achter, waardoor bramen ontstaan die moeten worden weggeslepen.

Strepen en ruwe oppervlakteafwerkingen
Verticale strepen op de snijrand geven vaak aan dat een of meer snijparameters moeten worden aangepast.
- Straalkwaliteit en focusstabiliteit: Een vervuilde lens of een enigszins afwijkend brandpunt kan de straal ongelijkmatig verspreiden, waardoor onregelmatige strepen ontstaan. Regelmatige lensinspectie en de juiste focusconfiguratie maken een meetbaar verschil.
- Feedsnelheidfouten: Te snel snijden zorgt voor sleeplijnen; Als u te langzaam snijdt, smelt het materiaal te veel, waardoor de snede breder wordt en het oppervlak ruwer wordt. De optimale snelheid varieert afhankelijk van het materiaaltype en de dikte.
Deze tabel geeft een overzicht van de meest voorkomende defecten, hun belangrijkste oorzaken en aanbevolen oplossingen:
| Defect | Primaire oorzaak | Opgelost |
|---|---|---|
| Harde bramen (slak) | Assistentiegasdruk te laag / Focus te hoog | Verhoog de gasdruk; onderste focuspunt |
| Ruwe strepen | Snijsnelheid te hoog | Verlaag de voedingssnelheid; controleer de staat van het mondstuk |
| Grote, door hitte beïnvloede zone | Overmatige warmte-inbreng | Optimaliseer vermogen en snijsnelheid |
| Overmatige oxidatie | Zuurstofreactie te agressief | Verlaag de zuurstofdruk of schakel over op stikstof |
