


Verschil tussen A-TIG-lassen en FB-TIG-lassen
Tungsten Inert Gas (TIG)-lassen is een populair lasproces op basis van boog, waarbij een elektrische boog wordt gevormd tussen een niet-smeltbare wolfraamelektrode en het werkstuk. Het is een betrouwbaar en economisch proces om metalen onderdelen efficiënt en permanent samen te voegen, al dan niet met behulp van vulmetaal. Afgezien van het vermogen om solide verbindingen te produceren, maakt het prachtige uiterlijk van de lasrups dit proces overweldigend acceptabel in verschillende toepassingen, variërend van structurele tot ruimtevaartdomeinen. Ondanks vele voordelen wordt deze beperkt door de maximaal haalbare indringdiepte. Door gebruik te maken van een optimale set parameters en alle gunstige omstandigheden, kan het maximale penetratie tot 3,5 mm in één keer halen. Het verbinden van dikkere componenten vereist dus randvoorbereiding en meerdere passages, wat tijdrovend is en dus de algehele productiviteit beïnvloedt.
Varianten van Tungsten Inert Gas (TIG)-lassen
Beperkte penetratie wekt onderzoeksinteresse over dit onderwerp en het resultaat is de opkomst van enkele varianten van TIG-lassen die een opmerkelijke verbetering laten zien in haalbare penetratiediepte. Geactiveerd wolfraam-inert gas (A-TIG)-lassen en Flux-gebonden wolfraam-inert gas (FB-TIG)-lassen zijn twee van dergelijke varianten die geschikte activerende flux gebruiken om verschillende kenmerken van conventioneel TIG-lassen te verbeteren. Deze processen worden ook wel flux-ondersteund TIG-lassen genoemd, omdat ze verplicht een laag activerende flux op de te verbinden componenten vereisen.
Activerende flux en de toepassing ervan op een metalen oppervlak
In beide gevallen wordt voorafgaand aan het lassen een dunne laag (dikte gewoonlijk minder dan 50 µm) van activerend vloeimiddel aangebracht op het oppervlak van het moedermateriaal. Dergelijke activerende flux omvat een groot aantal oxiden en halogeniden van metaal zoals titaniumoxide (TiO2 ), silica (SiO2 ), chroomoxide (Cr2 O3 ), magnesiumcarbonaat (MgCO3 ), magnesiumoxide (MgO), mangaandioxide (MnO2 ), calciumoxide (CaO), aluminiumoxide (Al2 O3 ), zirkoniumdioxide (ZrO2 ), enz. Er wordt ook een homogeen mengsel van dergelijke fluxen in verschillende verhoudingen gebruikt.
Een dergelijk vloeimiddel wordt eerst gemengd met aceton om een pasta-achtige oplossing te vormen en vervolgens op het oppervlak van het moedermetaal aangebracht, hetzij handmatig met een zachte borstel, hetzij automatisch met behulp van een gemechaniseerd systeem. De mengverhouding is niet belangrijk aangezien aceton zeer vluchtig is en dus zal deze verhouding niet constant blijven, zelfs niet tijdens het aanbrengen van een vloeilaag op metaal. Het handhaven van uniformiteit in de dikte van de fluxcoating is echter een cruciale factor bij het verkrijgen van defectvrij lassen. Na het aanbrengen van fluxcoating wordt er exact op dezelfde manier gelast als bij conventioneel TIG-lassen. Alle procesparameters blijven hetzelfde, behalve dat de spanning in gesloten circuit in sommige gevallen iets toeneemt (meestal is deze verandering te verwaarlozen).
Geactiveerd wolfraam-inert gas (A-TIG) lassen
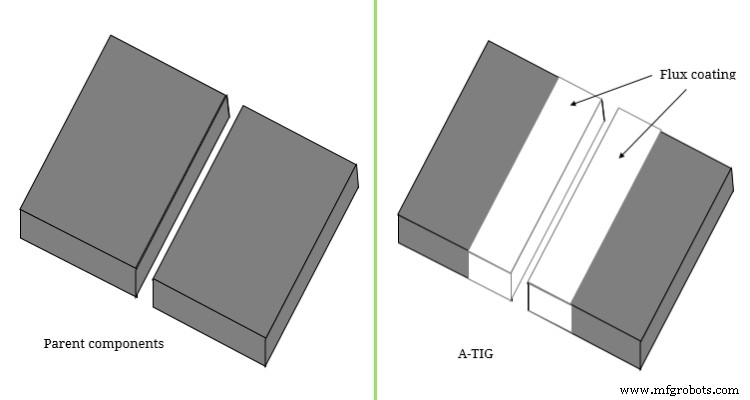
Hoewel A-TIG en FB-TIG hetzelfde bovengenoemde principe volgen, verschillen ze in de plaats van toepassing van activerende flux op moedermetalen. Bij lassen met geactiveerd wolfraam-inert gas (A-TIG) wordt vloeimiddel aangebracht op het faying-oppervlak van het moedermetaal en eromheen. Gewoonlijk wordt flus aangebracht tot een breedte van ongeveer 4 mm vanaf het faying-oppervlak over de wortelopening aan elke kant. Dus hier ligt de flux net onder de boog tijdens het lassen. Een typische laag flux op het moedermetaal voor A-TIG-lassen wordt hier schematisch weergegeven.
Fluxgebonden wolfraam-inert gas (FB-TIG) lassen
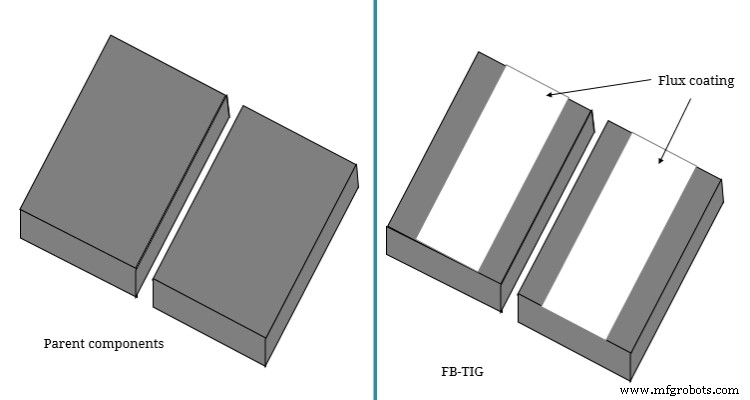
Bij fluxgebonden tungsten inert gas (FB-TIG) lassen, wordt er geen flux toegepast op het faying oppervlak en eromheen; in plaats daarvan wordt het aangebracht op het bovenoppervlak van het moedermetaal met behoud van een kleine ruimte na de wortelopening. De flux ligt hier dus niet net onder de elektrische boog tijdens het lassen. Activerende flux, methode van aanbrengen op metalen oppervlak en lasprocedure blijven exact hetzelfde bij A-TIG-lassen. Het enige verschil ligt in de positie waar flux wordt toegepast. Beide vertonen echter een voelbare verbetering in de bereikbare penetratiediepte. Een typische laag flux op het moedermetaal voor FB-TIG wordt hier schematisch weergegeven.
Voordelen aangeboden door A-TIG en FB-TIG ten opzichte van conventionele TIG
Verschillende onderzoeken hebben aangetoond dat het gebruik van een dergelijke flux talrijke voordelen kan opleveren in vergelijking met conventioneel TIG-lassen. Zowel A-TIG als FB-TIG bieden vergelijkbare resultaten en dus zijn hun voordelen ook hetzelfde in vergelijking met conventionele. Hun voordelen worden hieronder vermeld.
- Verbeterde penetratiediepte: Het gebruik van activerende flux leidt tot een vernauwde boog die de warmtedichtheid van de boog verhoogt. Veel voorstanders beweerden dat omkering van het Marangoni-effect een dergelijke toename in penetratie veroorzaakt. Flux-ondersteund TIG-lassen geeft gewoonlijk een penetratie in het bereik van 6 – 9 mm; met gebruik van optimale parameters kan een penetratie tot 11 mm echter ook in een enkele doorgang worden bereikt. Dit duidt op een ongeveer drievoudige toename van de penetratie in vergelijking met het conventionele TIG-lasproces.
- Smalle lasrups: Vernauwde boog resulteert ook in een smalle lasrups. Dit heeft bepaalde indirecte voordelen, zoals minder vervorming, minder door hitte beïnvloede zone (HAZ), enz. HAZ wordt beschouwd als een zwak punt in de lasverbinding omdat de metallurgische eigenschappen ernstig worden beïnvloed door boogverwarming en een smallere HAZ altijd wenselijk is.
In dit artikel wordt een wetenschappelijke vergelijking gegeven tussen lassen met geactiveerd wolfraam-inert gas (A-TIG) en lassen met flux-gebonden wolfraam-inert gas (FB-TIG). De auteur raadt u ook aan de volgende referenties door te nemen voor een beter begrip van het onderwerp.
- Babu et al. (2016); Ontwikkeling van fluxgebonden wolfraam-inert gas lasproces om aluminiumlegeringen te verbinden; American Journal of Mechanical en Industrial Engineering; vol. 1 (3); blz. 58-63.
- Saha et al. (2018); Onderzoek naar het effect van activerende flux op lassen met wolfraam inert gas van austenitisch roestvast staal met behulp van wisselstroompolariteit; Indiase lasjournaal; vol. 51 (2).
Industriële technologie
- Verschil tussen kettingaandrijving en tandwielaandrijving
- Verschil tussen riemaandrijving en kettingaandrijving
- Verschil tussen draaiproces en freesproces
- Verschil tussen machinaal bewerken en slijpen
- Verschil tussen metaalinert gas en metaalactief gaslassen
- Verschil tussen GMAW- en GTAW-lasprocessen
- Verschil tussen MIG-lassen en TIG-lassen
- Verschil tussen Forehand &Backhand lassen
- Wat is het verschil tussen Industrie 4.0 en Industrie 5.0?
- Wat is het verschil tussen metaalfabricage en metaallassen?
- Wat is het verschil tussen metaalfabricage en lassen?