


Een ontwerpgids voor het optimaliseren van scheidingslijnen in spuitgieten
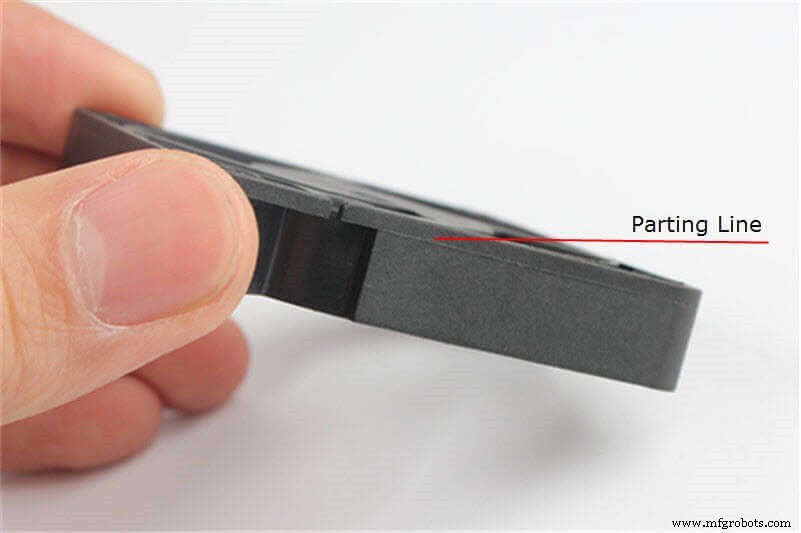
Een scheidingslijn is een onvermijdelijk onderdeel van spuitgietproducten. Het is de scheidingslijn tussen waar twee helften van een mal elkaar ontmoeten. Het manifesteert zich op spuitgegoten onderdelen als een lijn die over de hele omtrek van het onderdeel loopt. In de meeste delen is het gewoon een lijn die recht door het midden loopt. In meer complexe delen varieert de locatie ervan.
Hoewel een scheidingslijn misschien onschuldig lijkt, is het erg belangrijk bij het bepalen van het nut van een onderdeel. Dit komt omdat zijn positie van invloed is op het helpen van ontwerpers en vormers om te beslissen waar andere kenmerken van het onderdeel moeten worden ingevoegd. Als een machinist een belangrijk kenmerk aan de verkeerde kant van de scheidingslijn plaatst, kan dit leiden tot ernstige problemen met het hele spuitgietproces.
In dit artikel wordt het vormingsproces van scheidingslijnen, de verschillende soorten scheidingslijnen bij spuitgieten volledig uitgelegd en hoe u hiermee rekening kunt houden bij het ontwerpen van uw onderdeel. Blijf tot het einde bij ons om de beste gids te vinden om scheidingslijnen te optimaliseren.
Hoe worden scheidingslijnen gevormd?
De vorming van scheidingslijnen is eerder het resultaat van het spuitgietproces zelf dan van een fout. Over het algemeen is de vorm die machinisten gebruiken voor het produceren van spuitgegoten onderdelen meestal verdeeld in twee helften (bekend als de vaste helft en de bewegende helft). Wanneer de machinisten het vormlichaam sluiten, vormen de vormhelften (bekend als de kernplaten) en het oppervlak van de holte een scheidingslijn tussen beide helften van het onderdeel.
In de meeste gevallen staat de scheidingslijn van een gegoten product loodrecht op de openingsrichting van de mal die wordt gebruikt om het product te maken. Wanneer de machinist de mal opent en het gekoelde en gestolde deel verwijdert, beweegt de bewegende helft van de mal en komt los van de vaste (die stationair is). Dit verklaart het volledige proces van de vorming van de scheidingslijn.
Machinisten zorgen er echter soms voor dat de structuur van de mal meerdere keren vanuit verschillende richtingen wordt gescheiden. Deze procedure staat bekend als afsteken in meerdere stappen.
Soorten scheidingslijnen
Het type scheidingslijn bij spuitgieten hangt in het algemeen af van de specifieke functie en structuur van het kunststof onderdeel. Er zijn echter vijf hoofdtypen:verticale, getrapte, hellende, gebogen en geïntegreerde scheidingslijnen.
1. Verticale scheidingslijn
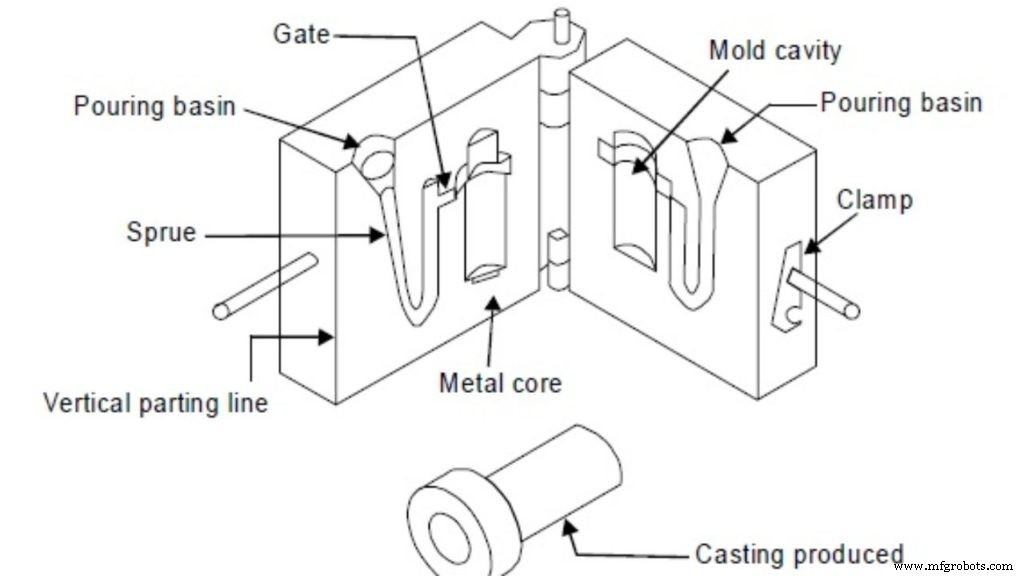
De verticale scheiding is de meest populaire van alle scheidingslijnen in kunststof design. Machinisten vormen de verticale scheidingslijn in een loodrechte richting vanuit de richting van de matrijsopening.
2. Afgeschuinde scheidingslijn
De plastic scheidingslijn heeft hier een afgeschuinde vorm
3. Gebogen scheidingslijn
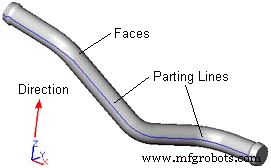
Hier bouwen machinisten de mal om een gebogen scheidingslijn te creëren.
4. Getrapte scheidingslijn
Hier maken machinisten de kunststof scheidingslijn in een getrapte vorm. Voor dit type scheidingslijn is er meestal een grote kracht aan één kant van de holte. Dit veroorzaakt een relatieve mogelijkheid van schuiven tussen de vaste en bewegende helften van de mal.
Deze kracht kan dan worden opgeheven door aan beide zijden van de holte een injectiekracht te genereren. Er is ook een mogelijkheid dat de gegenereerde kracht te groot of te klein is. Als de kracht te klein is, compenseren machinisten dit met een geleidepen. Hier is het effect van de kleinere ongebalanceerde injectiekracht mogelijk niet significant op het eindproduct.
Als de kracht echter te groot is, kunnen een aantal oplossingen worden toegepast. Hier zijn een paar voorbeelden:
- Maak een wigvormig inzetstuk aan één kant van de holte. Op deze manier ontlast het inzetstuk een deel van de injectiekracht. Daarom kunnen de vormen de relatieve positie tussen de holte en de kern behouden.
- Leg de mallen symmetrisch neer. Dit helpt om de injectiekracht die aan beide zijden wordt uitgeoefend in evenwicht te brengen. De structuur van de mal moet ook zo compact mogelijk worden gemaakt om de symmetrische opstelling te ondersteunen.
5. Uitgebreide scheidingslijn
Zoals de naam al doet vermoeden, is dit een van de meest zorgvuldig uitgevoerde scheidingslijnen in kunststof design. Machinisten en ontwerpers werken aan deze scheidingslijn op basis van de structuur van het kunststof onderdeel. Ze zouden alle andere scheidingslijnen kunnen combineren tot een uitgebreide kunststof scheidingslijn.
Ontwerpoverwegingen voor scheidingslijnen
De eerste plaats om te weten wat de beste scheidingslijn is voor een spuitgegoten product, is het matrijsontwerp. In sommige delen ligt de keuze voor de hand, terwijl deze op sommige plaatsen misschien niet zo duidelijk is. In dit gedeelte wordt ingegaan op het belang van scheidingslijnen in kunststofontwerp.
De eerste overweging is om de openingsrichting van de mal te bepalen ten opzichte van het onderdeel. Machinisten noemen deze factor 'de treklijn'. Het is erg belangrijk om te bepalen hoe het ontwerp van het onderdeel eruit zal zien. Het helpt ook om te weten aan welke kanten de kenmerken van het product moeten worden toegevoegd. Afgezien hiervan helpt het ook om te bepalen hoe de overblijfselen van de twee helften van het spuitgegoten product eruit zullen zien op het eindproduct.
Een andere factor die belangrijk is bij het bepalen van de scheidingslijn, is waar componenten op het onderdeel moeten worden geplaatst. Dit komt omdat het krimpen van plastic terwijl het afkoelt, de positie van het onderdeel in de mal kan verschuiven. Dit zou de functionele kenmerken van het onderdeel kunnen verdringen, waardoor het onbruikbaar wordt. De machinisten moeten er ook voor zorgen dat het krimpende deel niet te hard krimpt om moeilijk uitwerpen te voorkomen.
Een manier om ervoor te zorgen dat de componenten op de juiste plaats blijven, is door de wanden van het spuitgegoten onderdeel weg te trekken van de scheidingslijn. Hoe meer diepgang, hoe kleiner de kans dat de functies uit elkaar vallen.
Een andere goede manier om de onderdeellijn in spuitgieten te bepalen, is door het Design for Manufacturability (DfM) van uw product te controleren. Naast het voorstellen van de beste posities voor uw onderdeellijn, helpt het ook bij het controleren op defecten en het optimaliseren van uw onderdeel voor fabricage. Dit zal helpen om economische opties te bieden voor het vervaardigen van uw onderdeel.
Bij RapidDirect bieden we gratis DfM voor spuitgietproducten op ons instant-offerteplatform. U moet desgewenst echter een handmatige evaluatie voor deze functie aanvragen.
Conclusie
Het is belangrijk om al deze onderdeelregeloverwegingen mee te nemen in het ontwerp van uw spuitgietproduct, maar dat is niet alles. Er zijn verschillende belangrijke spuitgietrichtlijnen en regels die u moet volgen voordat uw spuitgietproces een succes kan worden.
Laat daarom RapidDirect uw spuitgietproces uitvoeren. Met een breed team van ingenieurs tot uw beschikking, bieden wij verschillende opties en ideeën om uw onderdeelontwerp en fabricage te verbeteren. Bij ons brengt u uw maatwerk product of ontwerp in korte tijd tot leven.
Praat vandaag nog met onze ingenieurs om de beste spuitgietservices binnen handbereik te krijgen!
Samengesteld materiaal
- Wat is metaalspuitgieten?
- Transmissielijnen van eindige lengte
- Voor- en nadelen van thermohardend spuitgieten
- Gids voor laagvolume spuitgieten
- Injection Molding:drie nieuwe machinelijnen en een debuut in robots
- Metro Mold &Design voegt vier spuitgietmachines toe
- Waarom is het ontwerp van de ontwerphoek essentieel voor spuitgieten?
- Gegoten versus spuitgieten
- Spuitgieten versus reactie-spuitgieten (RIM)
- Spuitgietpoortontwerp:een ultieme gids voor kunststofproductie
- Trekhoek voor spuitgieten:ontwerpgids en beste praktijken