


Spuitgietpoortontwerp:een ultieme gids voor kunststofproductie
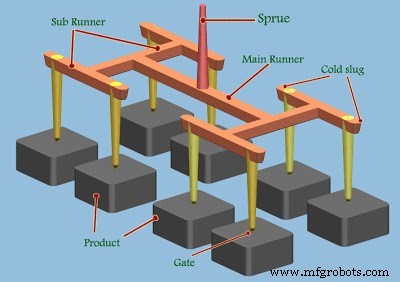
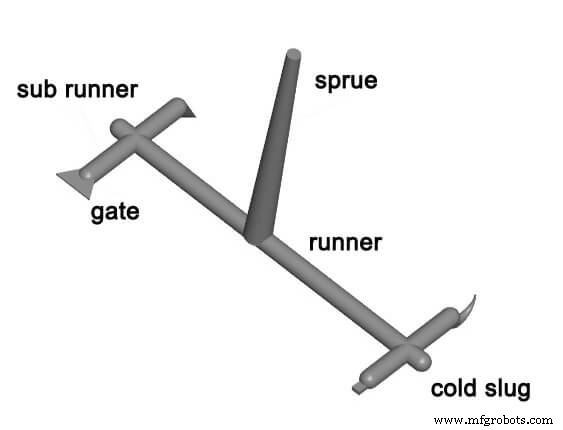
Gereedschappen voor spuitgieten kunnen moeilijk te ontwerpen of te vervaardigen zijn. Ze hebben echter basisconcepten die gemakkelijk te begrijpen zijn. Een spuitgietpoortsysteem helpt het gesmolten plastic uit de spuitmonden van vormmachines te leiden. Dit is letterlijk een poort van het plastic naar de kern van het gereedschap.
Wanneer het ontwerp van de spuitgietpoort niet goed is, kunnen er mogelijke defecten zijn in de plastic onderdelen. Deze spuitgietfouten tasten de integriteit van het onderdeel aan. Een poortontwerp met de verkeerde maat, afmetingen of locatie zal het productieproces beïnvloeden.
Daarom moet elke productontwikkelaar de details van het ontwerp van de spuitgietpoort begrijpen. De informatie in deze gids helpt u de beste beslissingen te nemen voor uw spuitgietonderdelen.
Belang van spuitgietpoortontwerp
Poorten hebben directe invloed op het resultaat van een kunststof spuitgietproces. Een adequaat ontworpen poort regelt de richting en het volume van het gesmolten plastic dat in de mal stroomt. Je wilt niet dat het gesmolten plastic terugstroomt in de geleiders.
Het plastic moet elk deel van de mal bereiken voordat het afkoelt. Deze oefening is essentieel om te voorkomen dat sommige delen van het plastic te snel uitharden. Zo zorgt u ervoor dat het kunststof onderdeel niet eindigt met breuken of spanningsbreuken. Daarom sluit de poort het systeem en houdt het daar totdat het stolt.
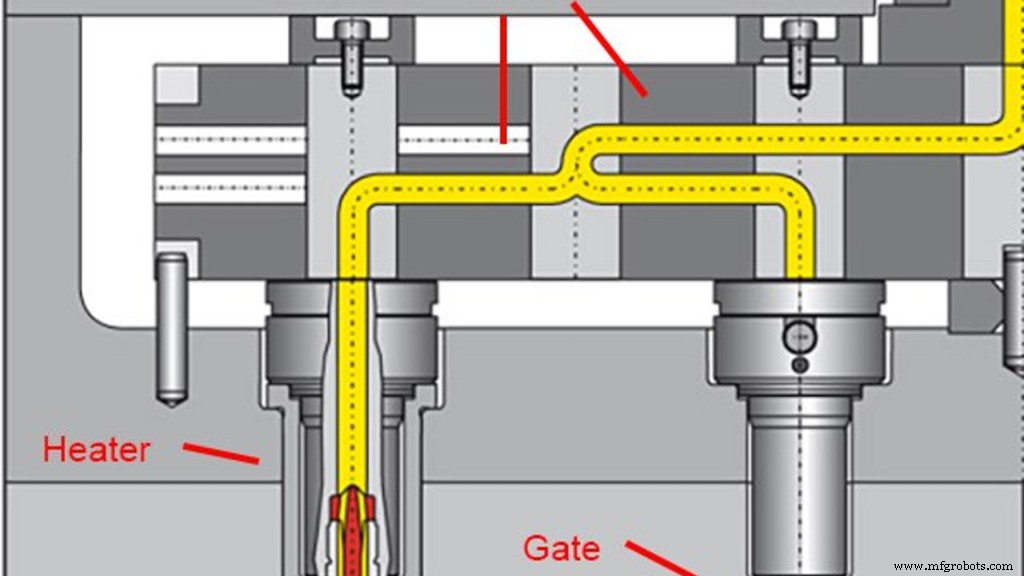
Spuitgietpoort genereert warmte door dissipatie. Poort overblijfselen voor spuitgieten zijn meestal smal. Dientengevolge veroorzaakt het viskeuze dissipatie die leidt tot het genereren van warmte. Zo verhoogt een juist poortontwerp de polymeertemperatuur om de vorming van laslijnen en vloeisporen te voorkomen.
Poorten maken het ook gemakkelijker voor ingenieurs om lopers af te snijden. Op die manier worden nabewerkingsbehandelingen van de onderdelen eenvoudiger.
Voor- en nadelen van verschillende typen spuitgietpoorten
Poorten zijn er in verschillende maten, soorten en uitvoeringen. Elk van deze soorten spuitgietpoortontwerpen heeft zijn voor- en nadelen. Het is essentieel om deze te kennen om het meest geschikte ontwerp voor uw spuitgietproces te kiezen. De meest voorkomende poorttypen zijn:
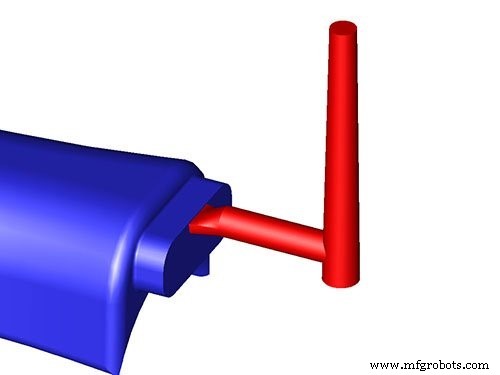
Directe of Sprue-poorten
Een directe spuitgietpoort is een minimaal getrimde poort. Deze poort helpt bij het produceren van een vorm van symmetrische vulling van mallen met één holte.
Het werkt perfect op cilindrische onderdelen waar de fabrikant het lot in de spruw inbouwt waar het een vast gereedschap binnengaat.
Pluspunten
- Eenvoudig te ontwerpen en te gebruiken voor fabricage
- Maakt snelle injectie van grote plastic volumes mogelijk
- Een uitstekende methode voor cilindrische of ronde onderdelen om concentriciteit te bereiken
- Produceert onderdelen met minder spanning en hoge sterkte
- Lage onderhoudskosten.
Nadelen
- Kan een significante indruk achterlaten op het contactpunt
- Het verwijderen van de poort moet handmatig gebeuren
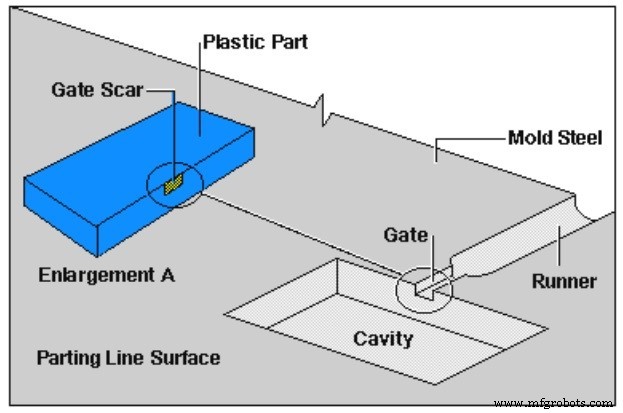
Randpoorten
Dit zijn enkele van de meest voorkomende poorten in het ontwerp van kunststof spuitgieten. Hun brede gebruik is te danken aan hun effectiviteit en eenvoud in het proces. Zoals de naam al doet vermoeden, is er een randpoort aanwezig op de rand van de mal.
Ze hebben een grotere dwarsdoorsnede in vergelijking met andere poorten. Zo laten ze de stroom van meer gesmolten plastic in de holte toe. Hun beste toepassing is de vervaardiging van platte onderdelen.
Pluspunten
- Eenvoudig en effectief
- Relatief goedkoop om te ontwerpen en te produceren
- Vergroten is mogelijk zonder het verwijderen van schimmel uit de werkende machine
- Heeft een groter dwarsdoorsnede-oppervlak voor meer plastic stroom
Nadelen
- Getuigentekens en laslijnen kunnen voorkomen bij randpoort
- Degradatie van plastic is mogelijk bij hoge injectiedrukken
Onderzeese poorten
Ook bekend als tunnelpoorten of subpoorten, houdt dit spuitgietpoortontwerp in dat kunststoffen naar de rand van de holte onder de scheidingslijn worden geleid.
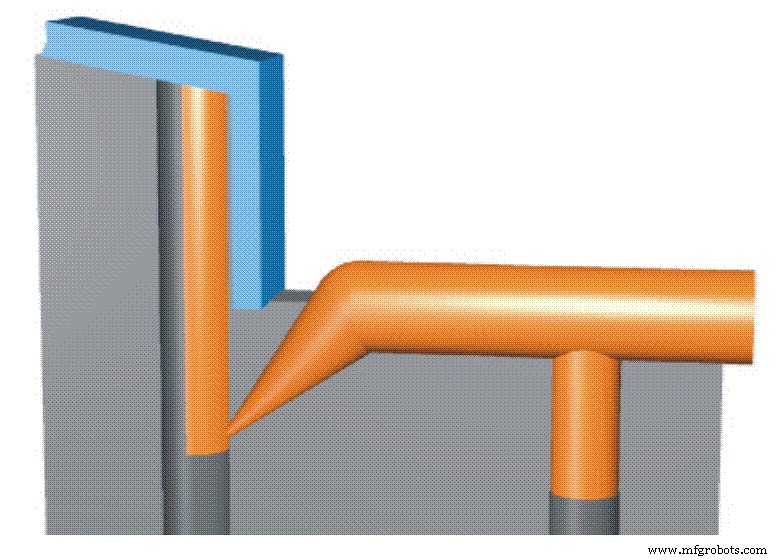
Het zorgt er dus voor dat het trimmen van de poort automatisch gebeurt. Het gebruikt een speld om de loper af te scheren. Het vermindert dus littekens en vereenvoudigt het verwijderen van de poort. Het is een ideale methode voor kleine onderdelen en mallen met hoge cavitatie.
Pluspunten
- Automatisch trimmen of verwijderen van de poort
- Duwt overtollige ontluchtingsgassen uit de mal
- Vermindert littekens of verplaatst ze naar een minder belangrijk gebied
Nadelen
- Complexer om te vervaardigen
- Het kan tijdrovend en duur zijn
Fan Gates
Dit type poorten is een alternatief voor randpoorten. Ze worden geleverd met ventilatoren die een constante dikte behouden.
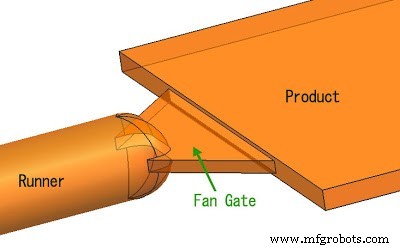
De ventilatoren verspreidden zich echter, waardoor het volume over een groot gebied toenam. Deze ventilatoren worden meer aanbevolen voor gebruik met polycarbonaatkunststoffen.
Pluspunten
- Een uitstekende keuze voor het vergroten van plastic stroomvolumes in onderdelen met dunne randen
- Verlaagt de injectiedruk die wordt gebruikt op een bepaald volume plastic
Mis
- Kan een aanzienlijk stempel drukken op het onderdeel, waardoor de kosten voor nabewerking toenemen
Hoe het ontwerp van een spuitgietpoort de kwaliteit van uw onderdeel kan beïnvloeden
Alle poortontwerpen in spuitgieten dwingen gesmolten plastic onder druk in de holte of kern. Daarom versnellen ze het plastic en verhogen ze de warmte terwijl het in het plastic beweegt. De werking van poorten kan leiden tot verschillende effecten op het plastic onderdeel.
Op dit punt moet u mogelijk het ontwerp van de spuitgietpoort wijzigen. De meest voorkomende effecten zijn:
Jetting
Een te kleine poort resulteert in een drukval als het gesmolten plastic in de holte beweegt. Als gevolg hiervan leidt het vaak tot een defect dat jetting wordt genoemd. Jetting beschrijft het spuiten van het plastic in de kern in plaats van de typische soepele stroming. Een dergelijke gebeurtenis leidt tot golvende vervormingen die fabrikanten vaak 'worming' noemen. Om dit probleem op te lossen, is vaak een verlaging van de druk of een vergroting van de poortafmeting vereist. Soms moet u beide doen.
Oververhitting
Wrijving ontstaat vaak door de hoge injectiesnelheid van de kunststof door de poort. Wanneer de hitte te veel wordt, kan er een verval van harsen zijn. Dit verval is meestal het gevolg van vernietigde moleculaire bindingen in het plastic.
Een te hoge verlaging of injectiesnelheid om dit verval te voorkomen, kan echter leiden tot andere maldefecten zoals laslijnen. Het kan ook leiden tot de slechte mechanische sterkte van het eindproduct. Bovendien staat een langzamere cyclustijd vaak gelijk aan de productie van minder onderdelen per uur. Dit verhoogt op zijn beurt de verwerkingskosten.
In dit geval kunt u het volume van de kunststofharsen verdelen over een aantal verschillende poortresten. Op die manier kunt u de druk afvoeren en oververhitting tijdens het proces voorkomen. Ook op dit punt moet je voorzichtig zijn. Dit komt omdat meerdere stroomfronten vaak leiden tot gasvangers en laslijnen waar de fronten in de spouw samenkomen.
RapidDirect's complete spuitgietoplossingen
Bij RapidDirect bieden we hoogwaardige kunststof spuitgietdiensten tegen voordelige prijzen. We hebben meer dan 100 verschillende plastic harsen en andere materialen om ervoor te zorgen dat u producten van de hoogste kwaliteit krijgt. Met de expertise en ervaring van onze gekwalificeerde ingenieurs is on-demand productie nog nooit zo goed geweest.
Ons instant offerteplatform genereert binnen enkele seconden offertes voor u. Bovendien zorgt onze efficiënte tooling voor versnelde productiecycli. Elk van de door technologie aangestuurde on-demand productieprocessen voor kunststof heeft zijn voordelen en u wilt deze niet missen. Het enige dat u hoeft te doen, is uw ontwerpbestand vandaag nog uploaden!
Ontwerpoverwegingen voor spuitgietpoort
Er zijn bepaalde essentiële factoren waarmee u rekening moet houden bij het ontwerpen van onderdelen voor spuitgieten. U moet uzelf een aantal vragen stellen met betrekking tot het spuitgieten van de poortlocatie en het ontwerp van de poortafmeting.
Een andere essentiële vraag is hoe de poortgrootte voor spuitgieten kan worden bepaald. Elk van deze factoren is van cruciaal belang. Bijgevolg hebben ze de neiging om het proces en het product te beïnvloeden. De ontwerpoverwegingen omvatten:
Injection Molding Gate Maat
De grootte van de poort moet een goede afschuiving mogelijk maken wanneer de mal in de machine draait. Het ontwerp van de poortafmetingen moet het mogelijk maken de mal correct te vullen en de kleinst mogelijke loper te behouden. Het moet ook de gesmolten plastic hars in elk deel van de mal laten komen voordat het uithardt.
Een klein poortontwerp geeft vaak een mooier onderdeel uiterlijk. Het kan echter leiden tot stress als gevolg van een verhoogde vuldruk. De poort mag dus niet te groot of te klein zijn, net voldoende voor het proces.
Injection Molding Gate Locatie
De locatie van de poort is een andere belangrijke factor om te overwegen. Het kan helpen bij elk probleem dat zich kan voordoen met de grootte van de poort. Bij het overwegen van de poortlocatie bij spuitgieten, moet u de poorten in de diepste dwarsdoorsnede plaatsen. Dit minimaliseert zinken en holtes en zorgt voor de beste plastic stroom. Plaats de poort niet in de buurt van pinnen, kernen of andere obstakels.
Ook moeten poorten zich het dichtst bij de dikwandige gebieden bevinden voor een volledige verpakking. Ook moet de poort zich op een mal bevinden waar deze niet wordt beïnvloed door de vervorming van de loper. Het mag ook geen invloed hebben op de esthetiek van de gebruikers. U moet poorten zo gebruiken dat ze kleiner worden. Het kan ook omgaan met dunne randen of gebieden in de holte die kunnen fungeren als knelpunten voor de kunststofhars.
Aantal spuitgietpoorten
In sommige gevallen moet u mogelijk meer dan één poort gebruiken in het vormproces. Het gebruik van meerdere poorten helpt bij problemen die zich kunnen voordoen met de afmetingen en het spuitgieten van de poortlocatie. Bovendien behandelen meerdere poorten dunne gebieden in de vormholte.
Conclusie
Het ontwerp van de spuitgietpoort is een cruciaal onderdeel van het spuitgietproces. Het is van vitaal belang om het goed te doen om kwaliteitsprototypes en hoogwaardige producten te garanderen. Variabelen zoals poortgrootte, locatie en aantal zijn essentiële overwegingen bij het ontwerpen van poorten. De kennis van poortontwerp helpt RapidDirect om spuitgietdiensten van topkwaliteit aan te bieden. Vraag vandaag nog een offerte aan!
Industriële technologie
- Gids voor laagvolume spuitgieten
- De ultieme gids voor een marketingstrategie voor 2021 voor productiebedrijven
- Ontwerp voor het vervaardigen van PCB's
- Ontwerptips voor gietvormen
- Productie omvat kunststof spuitgietproces
- Kunststof spuitgieten:technologie voor de behoefte van vandaag
- Aluminium spuitgieten in productproductie
- Trekhoek voor spuitgieten:ontwerpgids en beste praktijken
- Top 10 kunststofharsen voor spuitgieten
- Een gids voor het spuitgietproces van ABS-kunststof
- Ultiboard – de ultieme gids voor beginners