


CNC-programmablok
Dit artikel is niet alleen bedoeld voor beginnende cnc-bewerkers, anderen kunnen het lezen als een opfriscursus voor hun cnc-programmeervaardigheden.
Terwijl je een cnc-programma op een cnc-machine ziet, of dat nu een cnc-draaibank, cnc-frees-cnc-slijpmachine is, zul je één ding zien in gemeenschappelijke CNC-programmablokken.
CNC-programmablokken
Elk cnc-programma is een opeenvolging van vele cnc-programmablokken die samen worden geschreven om een compleet gereedschapspad te vormen voor een of meer gereedschappen.
Dit gereedschapspad vertelt de cnc-machine hoe een cnc-bediener zijn component wil bewerken.
Elk afzonderlijk cnc-programmablok voegt nuttige informatie toe aan/wijzigt/wijzigt iets aan een cnc-programma.
Fanuc CNC-besturing
Structuur van een CNC-programmablok
Een cnc-programmablok wordt normaal geschreven als
N50 G01 X100 Y-50.02 F100 M08
Zoals je kunt zien in het cnc-programmablok hierboven, zijn dit zes woorden gescheiden door spaties.
Elk woord is een groep alfanumerieke tekens,
elk woord wordt geleid door een teken zoals hierboven N, G, X, Y , F, M
en het resterende deel bestaat uit een numerieke waarde met of zonder teken, zoals hierboven geeft 50, 01, 100, –50.02, 100, 08
CNC-programmeeropdrachten
Elk van deze woorden heeft een zeer belangrijke waarde in cnc-programmering
Je kunt deze woorden zien als commando's of instructies, er zijn tal van commando's,
sommige zijn standaard die vaak worden aangetroffen in een cnc-programma voor elke cnc machinebesturing.
sommige zijn cnc-machine- en cnc-besturingsafhankelijk, variëren van cnc-besturing tot besturing.
Maar de essentie is dat cnc-machinisten op zijn minst enkele veelgebruikte cnc-programmaopdrachten moeten kennen/begrijpen.
N50 G01 X100 Y-50.02 F100 M08
(dit is dezelfde cnc-programmacode die hierboven is gegeven) /P>
Volgnummers N in CNC-programmablokken
N50 – is het volgnummer, in werkelijkheid zie je veel lijsten die zijn geschreven met serienummers, waarom serienummers worden gegeven, ze maken het sorteren, zoeken zoals taken eenvoudig.
op dezelfde manier is elk cnc-programmablok een serienummer gekregen om het zoeken en rangschikken van cnc-programmablokken gemakkelijk te maken.
U (CNC-machinisten) hoeft ze niet te gebruiken, u kunt zelfs cnc-programma's schrijven zonder volgnummers (N) te gebruiken.
Maar cnc-programmablokvolgnummers (N) maken het leven gemakkelijker, terwijl u begint met het leren van cnc ingeblikte cyclusprogrammering u zult zien dat we helemaal niet kunnen programmeren zonder volgnummer (of we moeten tenminste één of twee cnc-programmablokken G71, G72 nummeren).
G-code programmeren
Dan komt het volgende woord G01
Elk cnc-programmawoord dat met een G begint, wordt een G-code genoemd.
G-codes worden veel gebruikt/begrepen cnc-machinisten kunnen zelfs niet dromen van programmeren zonder G-codes (de nieuwste cnc-bedieningselementen bieden ons andere manieren om te programmeren, maar ze bieden nog steeds een manier om te programmeren in conventionele G-Code-stijl).
Elke G-code heeft zo'n enorme functionaliteit en bijbehorende volgorde van bewerkingen dat elke G-code een volledige tutorial nodig heeft om uit te leggen dat het werkt. Veel worden hier al kort uitgelegd, zelfs met programmavoorbeeldcode die hun gebruik in het cnc-programma.
G01 is de G-code voor lineaire interpolatie, wat betekent dat u wilt dat de cnc-bewerkingsmachine naar een specifieke positie gaat met een gecontroleerde invoer (lees hieronder Gereedschapsinvoer)
omdat u de specifieke positie en invoerhoeveelheid moet vertellen .
Positionering
N50 G01 X100 Y-50.02 F100 M08
(dit is dezelfde cnc-programmacode die hierboven is gegeven)
na G01 zie je X100
X staat voor een as van een CNC-machine.
CNC-draaibankmachines hebben normaal gesproken twee-assige X en Z
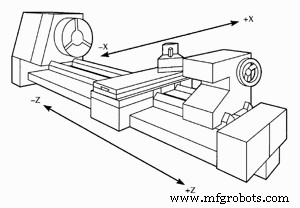
CNC-draaibank Machine-as X, Z
CNC-freesmachines hebben normaal drie-assige X, Y, Z
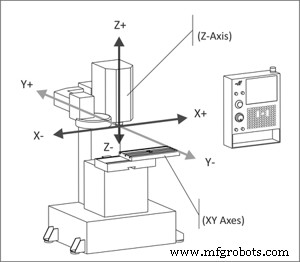
CNC-freesas X Y Z
aangezien X100 betekent dat u wilt dat het gereedschap 100 (mm of inch kan worden ingesteld door G-code) in de richting van de X-as beweegt.
dan komt Y-50.02
dit vertelt de cnc-machine om het gereedschap naar –50,02 (mm of inch) in de richting van de Y-as.
Gereedschapstoevoer
F100 hier staat F voor Feed, elk bewegingscommando vereist Feed, zodat het gereedschap met die hoeveelheid feed naar een bepaalde positie kan worden verplaatst.
Voer wordt gegeven als voer per minuut of voer per omwenteling.
M-code in CNC-programmering
M08 hier staat M voor M-code (Miscellaneous code).
Je zou kunnen denken dat M-codes machinecodes zijn, omdat ze meestal het gedrag van cnc-machines regelen.
Er zijn veel M-codes, sommige worden gevonden in elke cnc-machinebesturing zoals M08 is dit de code om de cnc-machine te bevelen het koelmiddel te openen (Koelmiddel AAN), om de spil te laten draaien gebruiken we M02 of M03 om de spil te stoppen gebruiken we M05.
CNC machine
- 6 eenvoudige manieren om het CNC-programma te optimaliseren
- CNC Optioneel Block Skip
- Fanuc CNC-programmavoorbeeld
- CNC M-Code M00 programmastop
- CNC G81 boorcyclusprogramma voorbeeld
- Voorbeeldprogramma CNC-frezen
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- G84 Voorbeeld van een CNC-tapcyclus
- Hoe een CNC-programma maken?
- RESET na programmabewerking op Fanuc TC
- Anilam CNC-programmaopmerkingen