


G75 Voorgeprogrammeerde cyclus Grooving CNC-programmeervoorbeeld
G75 is de groefcyclus in de x-as.
Lees deze G75-groefcyclus voor een volledige beschrijving van G75 voorgeprogrammeerde cyclus groefsteken.
Voor formaat van één regel (formaat van één blok) van Fanuc G75 read Fanuc G75 Groefcyclus Eenregelig formaat.
Mogelijk vindt u hier een ander G75 groefcyclus cnc-programmeervoorbeeld Fanuc G75 groefcyclus CNC-programmavoorbeeld.
Uitleg van parameters van Fanuc G75 groefcyclus
N10 G75 R N20 G75 X Z P Q R
G75 Eerste CNC-programmeerblok
R =Retourbedrag
G75 Tweede CNC-programmeerblok
X =Groefdiepte.
Z =Laatste groefpositie in z-as.
P =Peck-toename in x-as
Q =Stappen in z- as.
R =Hoeveelheid reliëf aan het einde van de snede.
CNC-programmeervoorbeeld G75 voorgeprogrammeerde cyclus groefsteken
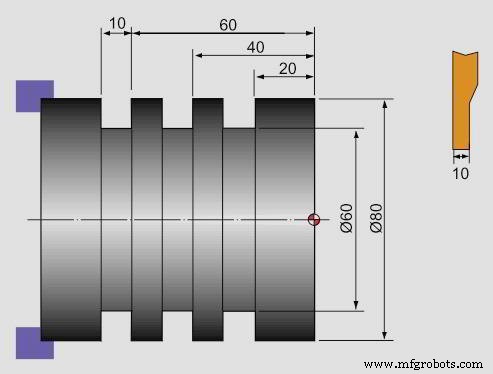
G75 Voorgeprogrammeerde cyclus groefsteken CNC-programmeervoorbeeld
N10 G50 S500 T0100 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0101 N40 X82.0 Z-60.0 N50 G75 R1.0 N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 N70 G00 X90.0 N80 X200.0 Z200.0 T0100 N90 M30
Seco Tools-catalogus pdf Download gratis ook wel Seco Machining Navigator-catalogus
CNC Circulaire Interpolatie Tutorial G02 G03
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- CNC Fanuc G75 groefcyclus
- CNC draaibank programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- Fanuc G75 Groefcyclus Eenregelig formaat
- Vlaksteken met G74 prikboorcyclus CNC-programmeerhandleiding
- CNC-programmeervoorbeeld G92 conische draadsnijcyclus
- G76 schroefdraadcyclus een CNC-programmeervoorbeeld
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering