


G90 draaicyclus
G90 draaicyclusformaat
G90-draaicyclus wordt genoemd met veel namen zoals,
G90 Vaste Cyclus, G90 Rechte Snij Cyclus, G90 Ruw Draai Cyclus, G90 Ruw Draaien Voorgeprogrammeerde Cyclus, G90 Doos Cyclus.
De G90-draaicyclus wordt gebruikt voor eenvoudig draaien, maar meerdere gangen zijn mogelijk door de X-aslocatie van extra gangen op te geven.
Gerelateerd: G90 draaicyclus Fanuc - CNC-programmavoorbeeldcode
De ingeblikte cyclus voor voordraaien van G90 kan worden gebruikt voor
Programmeren
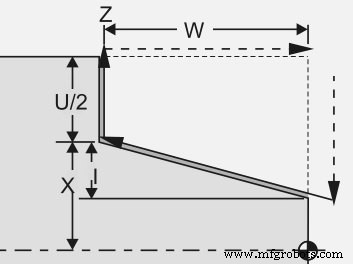
G90 X... Z... I...
of
G90 X... Z... R...
Parameters
| Parameter | Beschrijving |
|---|---|
| X | Diameter die moet worden gesneden. |
| Z | Eindpunt in z-as. |
| Q | Hoek op het startpunt. |
| I of R | Afstand en richting van taper (Radiuswaarde). |