


Spaanbeheersing beheren en de standtijd en productiviteit van het gereedschap verbeteren
Slecht spaanbeheer kan leiden tot problemen voor machinisten, zoals een kortere standtijd, slechte oppervlakteafwerkingen en veiligheidsrisico's. Deze problemen kosten bedrijven talloze uren productietijd en verloren inkomsten. Dit is wat je eraan kunt doen.
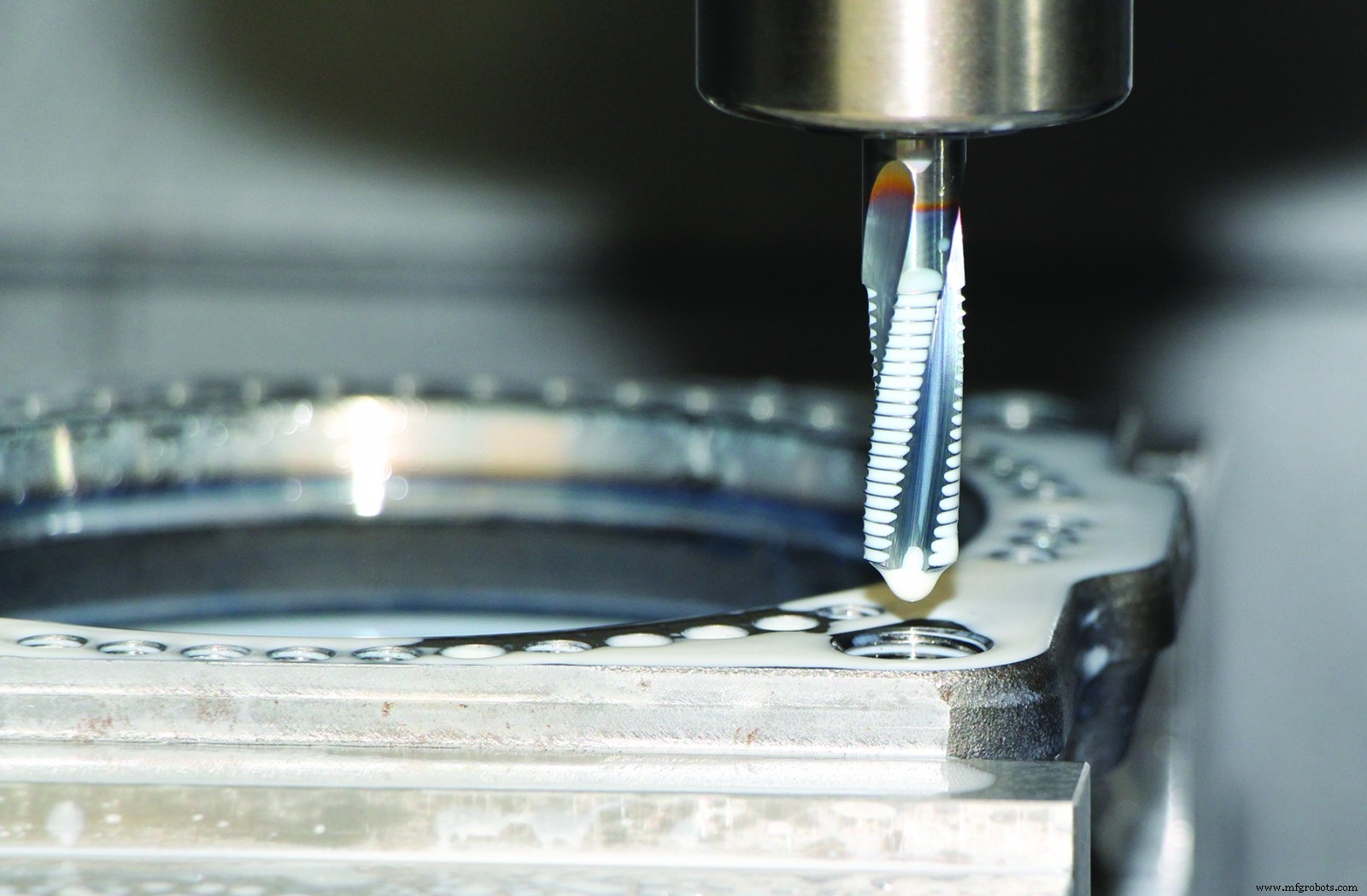
Spaanpakking tijdens het tappen leidt tot schroefdraad van slechte kwaliteit, een kortere standtijd en mogelijk catastrofale storingen. Ervan uitgaande dat een onderdeel überhaupt kan worden geborgen, resulteert de laatste van deze gebeurtenissen in extra kosten en tijdverlies, terwijl zinkvonken of mechanische methoden worden gebruikt om de gebroken kraan te verwijderen.
Het risico dat aan dit scenario is verbonden, verklaart mede de populariteit van draadfrezen, waardoor machinisten niet alleen veel meer controle hebben over het draadsnijproces, maar problemen met spaanbeheer grotendeels worden geëlimineerd.
"Draadfrezen biedt de ultieme spaanbeheersing bij het bewerken van interne schroefdraad", zegt Mark Hatch, productdirecteur bij Emuge Corp.
“Waar tappen een continu bewerkingsproces is en daarom continue schroefdraad in ductiele materialen creëert, is draadfrezen een onderbroken proces en zal zelfs het taaiste materiaal in kleine, hanteerbare spanen breken”, zegt hij. "Dit is de reden waarom de lucht- en ruimtevaartindustrie en eigenlijk elke winkel die hoogwaardige onderdelen produceert, de voorkeur geeft aan frezen boven tappen, omdat het zowel precisie als voorspelbaarheid biedt."
Draadfrezen en meer
Hatch merkt op dat dit belangrijke proces voor het maken van draad de afgelopen jaren eenvoudiger is geworden. Vrijwel alle CNC-bewerkingsmachines zijn tegenwoordig uitgerust met de spiraalvormige interpolatiefunctie die nodig is om schroefdraad te frezen, en de meeste bieden ook koelmiddel door de spil - bij voorkeur aangebracht onder hoge druk - om spanen effectief uit het gat te wassen. Dat, en CAM-systemen zijn over het algemeen draadfreesvriendelijker dan ze ooit waren, waardoor er geen zorgen meer zijn over handmatige programmering van de boog in, boog uit bewegingen die worden gebruikt bij het frezen van draadgaten.
De snijgereedschappen zijn ook effectiever geworden. Emuge's draadfrezen uit de ZGF-serie zijn bijvoorbeeld verkrijgbaar in 3xD-lengtes, waardoor hun bereik wordt vergroot. Het bedrijf biedt ook verschillende extra draadfreeslijnen, waaronder een indexeerbare serie, die alles omvat, van UNC en UNF tot pijp-, STI-, miniatuur- en "gigantische" schroefdraad. Dankzij de grote verscheidenheid aan hoogwaardige gereedschappen die momenteel op de markt zijn van Emuge en zijn concurrenten, is er weinig dat niet kan worden gefreesd, waardoor spaanbeheersingsproblemen tot het verleden behoren.
Meningen vormen
Ondanks de vele aantrekkelijke eigenschappen is draadfrezen echter geen allesomvattende oplossing. Het alternatief - tappen - is zowel sneller als eenvoudiger, en daarom blijft het de eerste keuze voor toepassingen met grotere volumes, op handmatige machines of waar de werkplaats om welke reden dan ook draadfrezen wil vermijden. Hatch zal u vertellen dat het op één na beste alternatief - zeker vanuit het oogpunt van spaanbeheersing - koudvorm- of roltappen is, waarbij materiaal wordt verplaatst in plaats van het te verwijderen.
"De auto-industrie maakt op grote schaal gebruik van koudvervormen voor diepgatschroefdraad van cilinderkoppen en transmissiecomponenten vanwege het vermogen om sterke, hoogwaardige schroefdraad te produceren en spaangerelateerde problemen te elimineren", zegt hij. "Het enige voorbehoud is het feit dat bij het vormen een heel klein, bijna U-vormig kuiltje bij de draadkam achterblijft. Bij bepaalde medische componenten en voedselverwerkende apparatuur creëert deze imperfectie een gebied waar bacteriën zich kunnen verzamelen, dus rolgevormde draden zijn bij deze toepassingen vaak niet toegestaan.”

Geweldige kranen
Als draadfrezen en gerolvormde draden uit zijn, blijven er gesneden kranen over. Gelukkig hebben Emuge en andere fabrikanten van snijgereedschappen een breed aanbod van universele en materiaalspecifieke tappen ontwikkeld die uitstekend werk leveren om spanen omhoog en uit het werkstuk te trekken, zelfs in blinde gaten. Kyle Matsumoto, productmanager bij OSG USA Inc., suggereert dat de A-Tap precies daarvoor is ontworpen.
De A-Tap, legt hij uit, gebruikt een variabele loden groef voor stabiele spaanvorming en om de evacuatie te versnellen. Het resultaat is een voorspelbare, spiraalvormige chip die heel anders is dan het verwrongen vogelnest dat zo vaak het tikken verstoort. Er wordt ook gezegd dat het gereedschap een uitzonderlijk scherpe rand heeft, waardoor de spaanvorm verder wordt gestabiliseerd en vreten wordt voorkomen. Beide dienen om een glad draadoppervlak te creëren dat minder snel vastloopt in passerende spanen, terwijl ook de kwaliteit van het onderdeel wordt verbeterd.
"Door een variabele helixgeometrie te gebruiken, kunnen we een scherpere hoek creëren precies bij de afschuining van de kraan, waar al het snijden plaatsvindt", zegt Matsumoto.
"Dit maakt het snijden niet alleen soepeler, maar helpt ook om de spanen mooi en compact te houden", voegt hij eraan toe. "En dan tegen het einde van de fluit, neemt de spiraalhoek af, waardoor de chip sneller naar buiten komt. De A-Tap is ontworpen voor staal en roestvast staal, maar werkt ook heel goed in gietijzer en zelfs hardere materialen tot ongeveer 35 Rockwell.”

Happy Chips maken!
Paul Motzel, productmanager voor draadsnijgereedschappen bij Guhring Inc., heeft een vergelijkbare oplossing. Hij zegt dat de Pionex-lijn van kranen van het bedrijf verkrijgbaar is in gesneden en opgerolde vormen. Afhankelijk van het gereedschap worden deze doorgaans behandeld met de Sirius- of Slidur-coatings van het bedrijf om wrijving te verminderen en te helpen bij de spaanafvoer. Pionex-tappen worden ook gezoet en gepolijst na het slijpen en vervolgens opnieuw gepolijst na het coaten, allemaal om een gladde, sterke snijkant te bieden en de standtijd te verlengen. Hij vermeldt ook dat de vormversie van de Pionex-kraan minder oppervlaktecontact heeft en een smeergroef die de tapkrachten met 30 procent vermindert.
"Vele jaren geleden vertelde een van mijn collega's in Duitsland me dat een goede chip een happy chip is", zegt Motzel. “Dat betekent dat het een plek heeft om naartoe te gaan en een manier om er te komen. Als je bedenkt dat misschien 90 procent van de tapproblemen chipgerelateerd zijn, begrijp je dat hij precies was met zijn opmerkingen.'
Afgezien van geavanceerde coatings en gereedschapsgeometrieën, suggereert Motzel dat een van de meest voorkomende fouten die winkels maken, is om de verkeerde tapstijl te selecteren.
"Spiraalvormige puntige taps duwen de chip naar voren en mogen daarom nooit in een blind gat worden gebruikt, zelfs als er onderaan voldoende ruimte is", zegt hij. "Ze zijn ontworpen om helemaal door het werkstuk te gaan, en als ze dat niet doen, kunnen eventuele spanen die rondhangen achter het reliëfvlak worden geklemd, waardoor de kraan mogelijk wordt opgeblazen."
"De oplossing is om altijd spiraalgroeftappen op blinde gaten te gebruiken, omdat hun grotere spiraalhoek helpt om spanen uit het werkstuk te werpen en de spiraalvormige punten te bewaren voor doorgaande gaten", voegt hij eraan toe.
Welke tips, trucs en technieken kun je delen over chipbeheer? Deel uw mening in de onderstaande opmerkingen.
Weet u niet zeker of koelvloeistoffen op waterbasis geschikt zijn voor uw winkel? Bekijk deze video voor een inleiding op vloeibare koelvloeistoffen:
Industriële technologie
- Hoe de TuffCut XT-lijn van freesmachines van M.A. Ford u helpt de productiviteit te verbeteren
- 8 essentiële tips om de spaanbeheersing tijdens het boren te verbeteren
- 5 manieren om de levensduur van het gereedschap te verlengen en de productiviteit te verhogen
- Hoe de machineproductiviteit te maximaliseren:chipverdunning
- De doorvoer en de kwaliteit van onderdelen maximaliseren bij het threaden
- OEE-software:inzicht in hoe u uw productiviteit kunt volgen en verbeteren
- De beschikbaarheid van machines berekenen en verbeteren
- Hoe u uw fabriek kunt beperken en beheren na een ongeval?
- Hoe u uitvaltijd kunt verminderen en de productiviteit kunt verhogen?
- Hoe de productiviteit en productiekwaliteit in industriële omgevingen te verbeteren
- Gereedschapsstaal begrijpen en hoe het wordt gemaakt